折弯机工作台手动机械补偿示意图(折弯精度更高的秘诀)
为了消除滑块变形带来的不利影响,需要对滑块的挠度变形进行补偿,通常的补偿方式分为机械补偿和液压补偿。
工作台液压自动挠度补偿机构,它是由一组安装在下工作台里的油缸组成,每个补偿油缸的位置、大小是根据滑块、工作台有限元分析的挠度补偿曲线设计而成,液压补偿是通过前中后3块立板之间的相对位移,来实现中立版的凸起补偿,其原理是通过钢板本身的弹性变形实现凸起,所以其补偿量可以在工作台的弹性范围内实现调节。

液压补偿
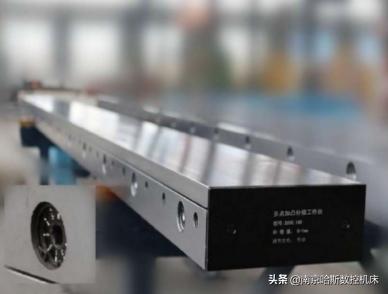
机械补偿工作台是由一组带斜面的加凸斜楔块组成,每个加凸楔块是根据滑块、工作台有限元分析的挠度曲线设计而成。数控系统根据工件折弯时的负载力的大小(该力将导致滑块和工作台立板产生挠度变形),计算所需的补偿量,自动控制加凸楔块的相对移动量,从而有效地补偿滑块和工作台立板产生的挠度变形,能得到理想的折弯工件机械挠度补偿是以控制位置的方式实现“预凸起”,由一组楔块在工作台长度方向上形成一条与实际挠度相吻合的曲线,使得在折弯时上下模具之间的间隙一致,确保折弯工件在长度方向上的角度一致。

机械补偿

错误的补偿&正确的补偿
机械补偿分类根据控制方式,可分为电动补偿和手动补偿。电动补偿通过系统控制进行自动补偿;手动补偿通过手动调节补偿。

电动补偿

手动补偿
根据调节方向,可分为单向调节和双向调节。单向调节:对Y方向进行自动或者手动调节;双向调节:对Y方向进行自动或者手动调节,对X方向进行手动调节。
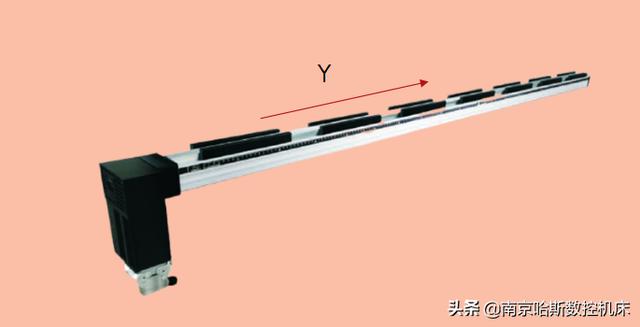
单向调节

双向调节
根据调节方式,可分为带刻度螺母,手摇曲柄,电机。

带刻度螺母

手摇曲柄

电机
根据工作台宽度,可分为窄型和宽型。一般窄型工作台装1V,2V,4V同心下模具;一般宽型工作台装多V下模具。如需配1V,2V,4V模具,需要配模托。

窄型工作台

宽型工作台
参数介绍
局部刻度螺栓微调ΔH

局部刻度螺栓微调ΔH
|
B(mm) |
H(mm) |
L(mm) |
ΔH MAX |
调节方式 |
|
180 |
80 |
2500 |
1.0 |
局部刻度螺栓微调ΔH |
|
3200 | ||||
|
4000 | ||||
|
200 |
80 |
2500 | ||
|
3200 | ||||
|
4000 | ||||
|
220 |
80 |
2500 | ||
|
3200 | ||||
|
4000 | ||||
|
240 |
85 |
3200 | ||
|
4000 | ||||
|
6000 |
1.3 | |||
|
280 |
90 |
3200 |
1.0 | |
|
4000 | ||||
|
6000 |
1.3 |

CNC电动调节ΔH1 局部刻度螺栓微调ΔH2

CNC电动调节ΔH1 局部刻度螺栓微调ΔH2
|
B(mm) |
H(mm) |
L(mm) |
ΔH1 MAX |
ΔH2 MAX |
调节方式 |
|
90 |
95 |
2500 |
2.0 |
0.8 |
CNC电动调节ΔH1 局部刻度螺栓微调ΔH2 |
|
3200 |
2.0 | ||||
|
4000 |
2.0 | ||||

手摇调节ΔH

手摇调节ΔH
|
B(mm) |
H(mm) |
L(mm) |
ΔH MAX |
调节方式 |
|
180 |
100 |
2500 |
2.0 |
手摇调节ΔH |
|
3200 | ||||
|
4000 |
2.5 | |||
|
200 |
100 |
2500 |
2.0 | |
|
3200 | ||||
|
4000 |
2.5 | |||
|
220 |
100 |
2500 |
2.0 | |
|
3200 | ||||
|
4000 |
2.5 | |||
|
240 |
100 |
3200 |
2.0 | |
|
4000 |
2.5 | |||
|
6000 |
3.5 | |||
|
280 |
100 |
3200 |
2.0 | |
|
4000 |
2.5 | |||
|
6000 |
3.5 |

CNC电动调节ΔH

CNC电动调节ΔH
|
B(mm) |
H(mm) |
L(mm) |
ΔH MAX |
调节方式 |
|
180 |
100 |
2500 |
2.0 |
CNC电动调节ΔH |
|
3200 | ||||
|
4000 |
2.5 | |||
|
200 |
100 |
2500 |
2.0 | |
|
3200 | ||||
|
4000 |
2.5 | |||
|
220 |
100 |
2500 |
2.0 | |
|
3200 | ||||
|
4000 |
2.5 | |||
|
240 |
100 |
3200 |
2.0 | |
|
4000 |
2.5 | |||
|
6000 |
3.5 | |||
|
280 |
100 |
3200 |
2.0 | |
|
4000 |
2.5 | |||
|
6000 |
3.5 |

CNC电动或手动调节ΔH1 局部刻度螺栓微调ΔH2

CNC电动或手动调节ΔH1 局部刻度螺栓微调ΔH2
|
B(mm) |
H(mm) |
L(mm) |
ΔH1 MAX |
ΔH2 MAX |
调节方式 |
|
180 |
100 |
2500 |
2.0 |
1.0 |
CNC电动或手动调节ΔH1 局部刻度螺栓微调ΔH2 |
|
3200 | |||||
|
4000 |
2.5 |
1.0 | |||
|
200 |
100 |
2500 |
2.0 |
1.0 | |
|
3200 | |||||
|
4000 |
2.5 |
1.0 | |||
|
220 |
100 |
2500 |
2.0 |
1.0 | |
|
3200 | |||||
|
4000 |
2.5 |
1.0 | |||
|
240 |
100 |
3200 |
2.0 |
1.0 | |
|
4000 |
2.5 |
1.0 | |||
|
6000 |
3.5 |
1.0 | |||
|
280 |
100 |
3200 |
2.0 |
1.0 | |
|
4000 |
2.5 |
1.0 | |||
|
6000 |
3.5 |
1.0 |
免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com