观致汽车的质量怎么样(到观致工厂拍了个透彻)

在刚刚过去的11月,观致工厂的月产能已经提升到3107辆,平均每天单班生产150辆左右,这种稳定而持续的生产对于已经投产三年多的观致汽车来说是一个日趋向好景象。不得不说,从观致3上市之初的寄予厚望,到后来观致品牌站在各种风口浪尖,再到现在销售体系逐渐走入正轨,这座位于常熟的观致工厂可能才是最默默承受的一方。
可以说,无论品牌层面遭遇到了多大的困难,作为整个观致品牌最后的防御线,这座工厂始终在坚持一些最开始的原则——制造品质取胜,这也是观致工厂最为骄傲的一点。即便是销量低迷的2014年和2015年,观致车型在行业内的品质口碑也并没有因为低产量而产生波动。汽车之家的调查数据显示,在2015年中国汽车品牌新车质量排名中,观致以159分的成绩排名第一,显著高于行业平均得分443,也是唯二两家进入200分以内的品牌。而在今年6-11月全部车系质量排行中,观致5 SUV甚至高过了一众豪华车型名列第一。
这一次,观致工厂特别向包括驾仕派在内的六个媒体人完全开放,让我们切身实地的感受为什么观致品牌在车型质量上能够如此出色,可以看到1473名观致工厂员工是如何在这座新工厂里面沉稳而且有条不紊的生产。或许很多人会笑,一个月才生产3000辆的工厂有什么值得说的呢,可驾仕派认为这才是观致工厂最值得观察的地方,高节拍的流水线生产能够保持很高的一致性,可是如何在不饱和生产的情况下保持高品质水平却一直是一个很大课题。
焊接车间:多20%的焊点却不增加成本的考量
观致工厂在建设之初规划的初期产能是15万辆,最大产能可以做到30万辆,而现在仅仅为3万辆不到,这一差距是否会产生负面影响呢?这是驾仕派走进观致工厂之前产生的第一个问题。

焊装车间待检测的车身

正在对白车身焊接进行检查

停放在生产线旁的焊接零部件
不过很让人意外的是,当我们走进焊接车间发现其实这里依旧非常的繁忙,生产线的流动几乎一刻不停。其实这也是当初观致工厂规划的一些有意安排,比如在工厂传统的四大工艺里面,观致并没有单独建立冲压车间,而是采用了供应商提供冲压件,观致直接在焊接车间进行所有零部件的生产,这样就大大控制产能问题。对于一间工厂来说,冲压车间是最容易提升产能的环节,但也是投入巨大、需要足够产能支撑的部分,因而没有冲压的压力,观致在产能不饱和的情况下也不会有太大的生产压力。
进入车间后,我们可以明确看到的是,观致焊装车间的钢板材料几乎都是镀锌板材,这一比例在观致车身上大概是95%,可以说是非常高。不过观致工厂方面直言不讳,焊接车间主要采用点焊作为主要的焊接工艺。

人工焊接

焊点检测

超声波焊点质量检查
对此,观致方面解释说,自动化率的高低主要关系成本的考量,从观致车型为了高安全性设计了大量的焊点,焊点数量比同级高出20%。因此,人工焊接可以处理到一些特别需要加强的部位,如果采用自动化率更高的生产线其布置成本会上升非常大,这对于观致这样一个新的品牌来说是难以承受的,观致更希望把车辆成本用在更加实际的地方。
另一方面,点焊工艺在生产质量上并没有什么区别,观致工厂采用的焊接设备都是一流供应商,包括NIMAK点焊枪、 H&W焊枪控制器、博世控制器,并且整条生产线也是由蒂森克虏伯和FFT提供,所以在制造品质上完全可以得到保障。

车身底板焊点目视检查

焊装最后的白车身瑕疵检测

车身表面问题看板
同时,观致工厂从焊接车间开始就设立了多处质量检测站点,包括采用三坐标及白光扫描尺寸控制来检测白车身,用Tessonic超声波检测仪抽检点焊质量,全力保证焊接品质的一致性。而在白车身焊接完成以后还将进行一系列严格的检查,将重要部位的尺寸精度严格控制在±0.5mm以内,确认白车身没有一丁点的表面问题,因为一旦有问题在后续涂装工艺上就会产生连锁影响。
涂装车间解释了为什么观致看上去和大众相似
如果说观致的焊接车间会让你觉得“不够先进”的话,那么观致涂装车间的领先工艺优势就很明显。观致涂装车间采用的两项主要工艺是镐化薄膜前处理和B1:B2紧凑型面漆工艺。据了解,目前镐化前处理大多用在豪华品牌和高端品牌上,而B1:B2紧凑型面漆工艺则是由德国大众首先开始推广的一项涂装工艺,在大众佛山工厂、大众成都工厂等新工厂都是采用这样的工艺。

空腔注蜡环节

涂装前白车身检测
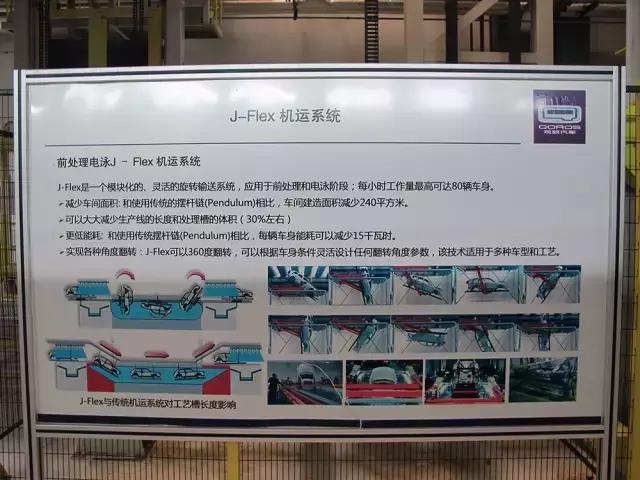
J-FLEX机运系统
先来说说镐化薄膜前处理,前处理环节就是相当于把焊装车间转送过来的白车身进行清洗,去掉油渍和铁屑等等,这里会进行多个步骤的热水冲洗和脱脂冲洗。然后车辆会进入镐化槽进行前处理,只是比起大多数厂商还在使用的传统磷化工艺,观致所采用的汉高Tectalis镐化处理工艺得到的薄膜层更薄,同时工艺布置更加紧凑,运营也就精益。并且镐化工艺最大的优势在于大大降低了废水重金属及化学物质含量,这一点对于环境很友好。
镐化前处理后就是很重要的电泳工艺了,这也被称为车身底漆,是整车最基础的防腐保护层。这个环节其实就是把车辆浸入电泳池走一趟,然后利用电化学反应完成涂层的吸附工序。不过和传统生产工艺不同的是,观致涂装车间采用了一种被称为J-FLEX机运系统的运输线,可以让车身在前处理环节和电泳池内实现360度翻转,任意角度入槽和出槽。换句话说,就是通过多次的翻转和浸入,保证车身所有液体可注入的地方都能得到均匀覆盖。而且由于J-FLEX机运系统的灵活性,可以将生产线长度和处理槽的体积缩小30%,大大提升了运行效率,降低了每部车身的能源损耗。

镐化前处理环节

电泳处理

密封胶线,灰色为密封胶
车身经过电泳阶段后就会成为军绿色的统一样式,然后会进入密封胶线环节。这里观致主要采用人工和自动机器人协作的方式,比如连接缝和点状需要密封涂胶的环节主要是人工操作,而在底盘部分的密封胶喷涂则是机器人操作(这其实就是底盘装甲)。随后,工人们会在车内安放隔音垫和阻尼板,驾仕派观察发现几乎底盘所有位置都进行了隔音垫的安装,在烘烤环节这些隔音垫会粘合在车内。
万事俱备,车辆就将进入面漆环节,这里所采用的就是领先的B1:B2紧凑型面漆工艺,主要工艺特点是取消了中涂层,只采用一次烘烤。B1涂料为功能性涂料,主要起到以前中涂层的全部功能和部分色漆功能,包括抗石击、抗紫外(可见光)、填充性能和预着色功能,而B2涂料主要是装饰性功能,提供着色和绚丽的效果。这项工艺的难点就是“湿碰湿”工艺,对涂层的厚度有极高的要求。但这项工艺的好处也显而易见,对比传统的3C2B工艺就精简几个环节,尤其是少一次烘烤环节将节省更多能耗和时间。

机器人喷涂底盘保护

B1B2面漆工艺看板

机器人喷涂面漆
在面漆涂装完成以后,观致还增加了一道空腔注蜡的程序,这又是典型的“大众式工艺”。空腔注蜡主要是利用半自动的喷枪向固定板材空腔内打入一定计量的喷雾,雾化后会附着在腔体内部起到增强腐蚀性的作用。根据观致自己的测试,观致车型的防腐蚀性能至少都是十年以上。
看到这里,我们相信大家能够充分理解,为什么观致车型在漆面质量拥有如此高的视觉水准。可以说,从涂装完成后所展现出来的漆面光彩来看,足以看出观致在感官质量上的精益求精,至少这一点上毫不偷工减料。
总装车间看质检,质检比天大
进入总装环节之后,其实各家车企都大同小异,内饰线、底盘线、合装线、完成线、检验线等几个大部分都有详细分工,区别在于如何使用更高效率的生产方式,同时采取哪些生产系统来防止错误。

总装线零部件小车

扭力控制盒

电动伺服扭力扳手

座椅配件
驾仕派着重观察了观致总装线的防错体系。实际上,观致在总装环节采用了大量的伺服电动扭力扳手,通过蓝牙或者有线传输可以对每次拧紧的数据进行追踪和记录。同时,在很多环节都有扭力控制器在监测装配动作,比如一百多秒以内要完成车身和底盘的合拢预拧紧工序,那么这个环节中需要打多少次扭矩、对多少个点打都会被监控,一旦在设定时间快结束时还没有做完,生产线会产生黄灯报警,如果出了这一工位还没完成,则会触发红灯停掉生产线,直到完成正确的工序再重新自动启动生产线。这样的防错和高效生产环节保证了总装线上几千个零部件总是能够准确、无误的完成,并且其中的每一个数据都可以被追溯。

零部件内衬用料

线束安装

底盘合装工位

底盘质量检测工位

ECOS设备检测电气系统
由于总装线上我们可以随意看到零部件配送的物料小车跟线,所以我们也有机会看到观致内部零部件材料的做工和用料水准。一个答案就是,表里如一,非常投价。比如车内内饰板的内衬隔音棉,都采用的是触感和气味都很好的棉织品;在线束的保护和收纳上都是相当细致;座椅底部的发泡材质和颜色也比不少自主车企更为厚道。以小见大,看起来观致3在研发初期定的高目标还是在观致5 SUV这样的后续车型上得以很全面的保持和延续。
观致在总装线上就设置了极其周密的质检环节,以保证在制品和成品都能够得到充分检测。
一个非常让我记忆留心的地方时完成底盘和车身合拢后,运输线会经过一个底盘检测线,底部打光来检测是否有问题,在进行到下一步轮胎安装工艺。另外,在终检线的电气检测环节,通过ECOS设备完全检测每一台车的电气系统正常运转,保证车内电压、电流符合标准,而其他很多车企往往不会采用ECOS设备。通过大量设置质量检测的方式,有效地提升了观致车型的一次性通过率,目前至少可以做到92%的一次性合格率。

电气设备检测线

五轴联动轮胎拧紧工作

液体加注

全车电气系统看板
观致方面表示,质量检验部门实际上也是整个工厂中相当特殊的一条线,他们拥有单独回报的权利,并且拥有24小时反馈小组对用户遇到的生产问题进行迅速改进,尽可能的保证观致产品在生产环节中做到不流出质量缺陷产品。此外,观致工厂还有一个被称为“客户质量评审CQA”的部门,对于最后检测完成的车辆再从物流中心拉回来进行抽检,完全从顾客的角度来对车辆进行质量满意度打分,将所检视的问题分为五个等级,以此来改善工厂生产。

车门运输线

完成生产线

车辆动态检测

雨淋测试
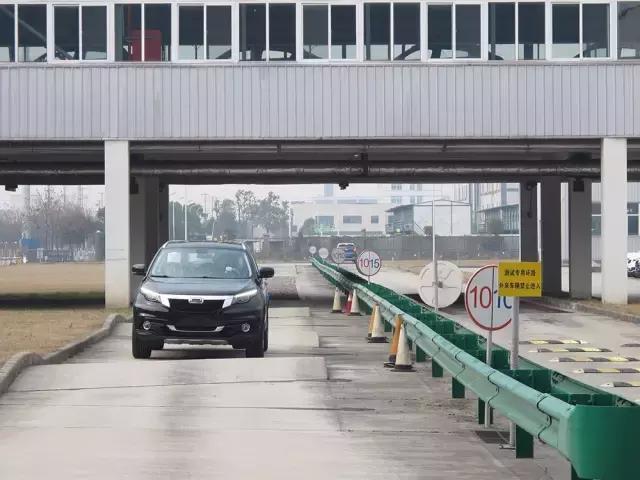
路面动态测试

客户质量评审CQA部门
驾仕总结:
参观完观致工厂,我们又回到了最开始的那个问题,“在产能并不饱和的前提下,观致工厂是如何做到高效运营和高质量生产的?”对此,观致方面生产制造负责人强调,观致还是强调一致性标准化的生产方式,他们每周都会对车辆生产进行评估总结。而更重要的一点是,他们相信设备对生产制造的保证,以及防错系统和人力作业标准化流程的重要性。所以,即便产能并不饱和,可是目前观致工厂依然稳定地以每天生产153辆、一周运营5天的标准节拍来进行制造,这和市场的销售反馈保持了一致,本身也是一个高效的运营方式。
从观致3上市,到现在观致5 SUV的备受好评,观致工厂已经经历过多次的节拍升级,在他们看来,一旦市场有需求,他们也可以通过加班等方式满足市场更大的需求,他们有信心可以逐步提升产能而不会影响制造品质。其实,对于观致工厂而言,接近一千五百人的团队可能在汽车生产制造是属于小团队,可是小团队的优势在于动作灵活迅速,只要有一致的目标,可以很快响应改进,这对于观致这个新品牌而言是尤为重要的。“其实现在一款车型的爆款说来就来,对于观致来说,我们所需要做好的是团队建设和人员储备。”观致生产负责人强调。
本文是驾仕派的原创文章,来自撰稿人Jackie LXX。
★转载请注明出处:驾仕派(jiashipai)&作者名
__________________
获取前沿汽车观点,关注驾仕派。
jiashipai
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com