u型压线端子怎么压速度快(求大神指导这种端子怎么做级进模一副搞定)
内容来源模具论坛用户:a62380153,LIAOYAO,alexwangtw,littlegrass,王二小ww,wmwmttmm
问题:求大神指导这种端子怎么做级进模一副搞定,波带保险端子,最好可以将六联五联等多型号在一副模具上完成。

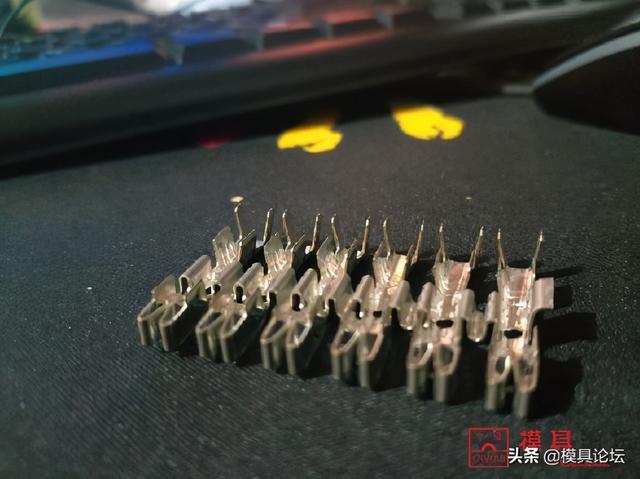

U弯好打啊,就是这么打成M型的波带这里有点没搞明白,您是这个意思么?分两步成型么,如果这样在模具里这么实现呢,或者一次性打出M型料带怎么实现呢?

LIAOYAO:
画图步骤:
1、画好或取得完整的产品工程图;
2、展开端子;
3、依据展开定出模具步距;
4、依序冲切、打痕、倒角、折弯。。。完成端子成品;
5、缩步距,U弯、整形、完成产品间距;
6、气缸或机械式间隔切断,PLC或计数器设置所需的间隔数值。
楼主总算是肯提出自己的一些方案,
一道工序完成则要靠机构,模内空间够不够?模外加机构成不成?
M型U型都嘛是可行的,端看画图的心情与爽不爽在决定。
alexwangtw:
画图步骤:
1、画好或取得完整的产品工程图。
2、展开端子。
3、依据展开定出模具步距;接桥位置中间/大U折弯。
4、依序冲切、打痕、倒角、折弯。
5、U弯、整形、完成端子成品尺寸,裁切大U折弯后料带
6、缩中间料带改变步距。(夹线端子后加工电线铆压多为连续料带。)
littlegrass:
赞同蜗牛兄的回复!
包线部分完成后的成型用气缸来按需求裁断到需要的pin数.实际冲压一次只成型一pin。
王二小ww:
09年在温州我们公司做过一样的 保险端子,刚开始是2付模具做的,后面做了一幅模具一次成型试了几个月,算是成功了 效率维修没有2次做的稳定,十几年过去了现在应该很成熟了吧。
wmwmttmm:
主要是最后两产品间的U形不好搞,我想应是这样:先将没有U形的全部做好,将搭料切掉,再通过几步折弯将U形收回来,最后加切刀,要几个一排就切几个一排。
,
免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






