锰系磷化液的铁成分怎么分析(锰系磷化工艺是如何运用在工程机械液压多路阀上的)
麻烦看官老爷们右上角点击一下“关注”,既方便您进行讨论和分享,又能给您带来不一样的参与感,感谢您的支持!


文|可乐君
编辑|可乐君

液压系统在工程机械中广泛应用,其中液压多路阀是液压系统的核心部件之一。液压多路阀通过控制液压油的流向和压力来控制执行元件的运动。
在工程机械中,液压多路阀被广泛应用于控制各种执行元件,如液压缸、液压马达等。
锰系磷化工艺是一种防腐蚀和提高表面硬度的表面处理工艺。其主要原理是将锰离子与金属表面反应形成磷化层,从而提高金属的耐磨性和耐蚀性。锰系磷化工艺已经被广泛应用于汽车、机械制造等领域。
今天我就带大家一起了解锰系磷化工艺在工程机械液压多路阀上的应用,以及锰系磷化工艺的基本原理和特点。


●○锰系磷化工艺概述○●
锰系磷化工艺的发展历程:锰系磷化技术是一种在金属表面形成具有良好耐磨性和防腐性的磷化层的表面处理技术。
其起源可以追溯到20世纪初期,最初是为了解决机械零件表面易锈蚀和磨损的问题而被广泛应用。

20世纪50年代,锰系磷化技术在汽车工业中得到了广泛的应用,随着材料科学和工艺技术的发展,其应用范围逐渐扩大,并在机械制造、航空航天、船舶等领域得到了广泛的应用。
锰系磷化工艺的原理和特点:锰系磷化是利用化学反应,在金属表面形成一层富含磷元素的磷化层,该层具有良好的耐磨性、耐腐蚀性和润滑性能。

磷化层的形成是通过将含锰的磷酸盐在适当的温度、浓度和时间下与金属表面反应而形成的。
锰系磷化层可以分为黑色锰磷化层和浅色锰磷化层两种,其中黑色锰磷化层的硬度和耐蚀性更强,但润滑性能较差,适用于高负荷、高耐蚀性要求的场合,而浅色锰磷化层具有较好的润滑性能,适用于低负荷、高速场合。

与其他表面处理工艺相比,锰系磷化工艺具有以下优点:
锰系磷化工艺不需要高昂的设备和材料成本,使其成为一种低成本、高效的表面处理技术。
并且它也不需要复杂的设备和技术,只需要进行简单的预处理和后处理即可。


●○工程机械液压多路阀的工作原理○●
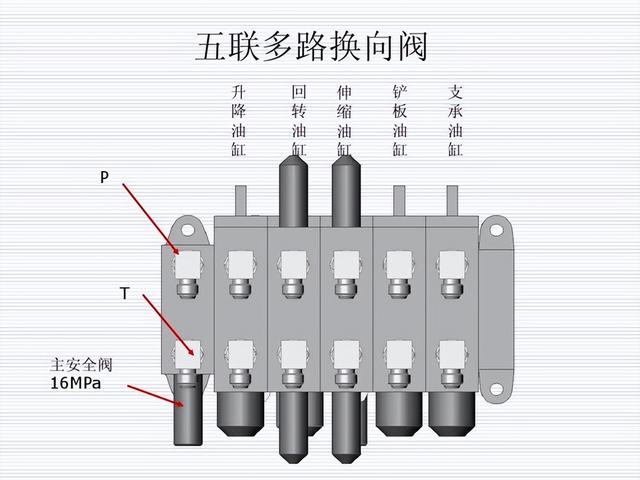
工程机械液压多路阀是指在液压系统中用于控制液压油流的多通道阀门。液压多路阀的作用是控制液压油的流向和流量,实现机器的运动和操作。
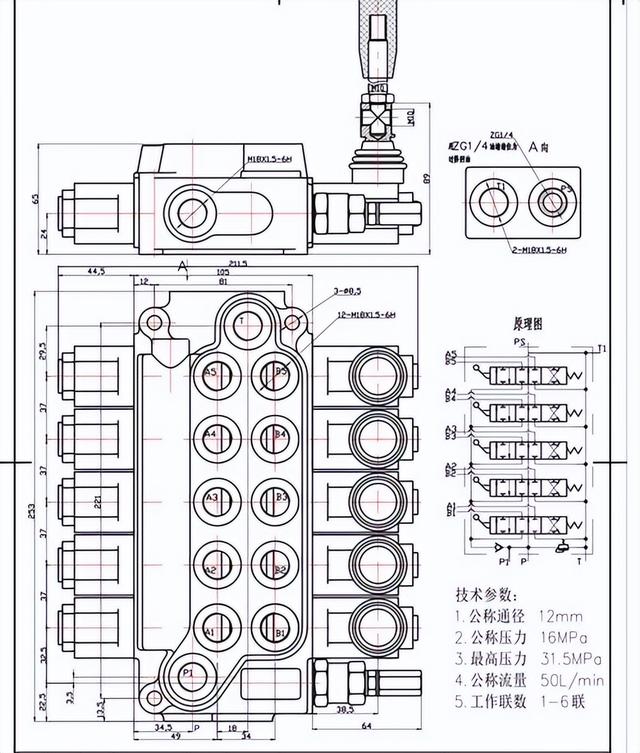
液压多路阀主要由阀体、阀芯、弹簧、密封圈等部件组成。液压油经过阀体进入阀芯,通过阀芯内部的通道流向相应的油缸或油路,控制机器的运动。

它还可以根据不同的控制方式分为手动控制和电磁控制两种。手动控制的多路阀通过手柄或脚踏板等人工方式控制油路的开启和关闭,适用于一些简单的机械设备。
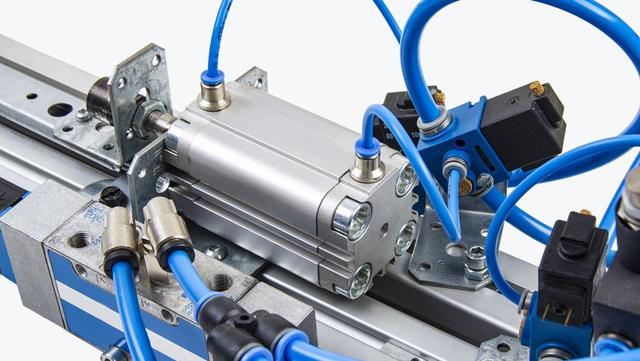
电磁控制的多路阀通过电磁阀控制油路的开启和关闭,具有自动化程度高、反应速度快等优点,适用于复杂的机械设备。

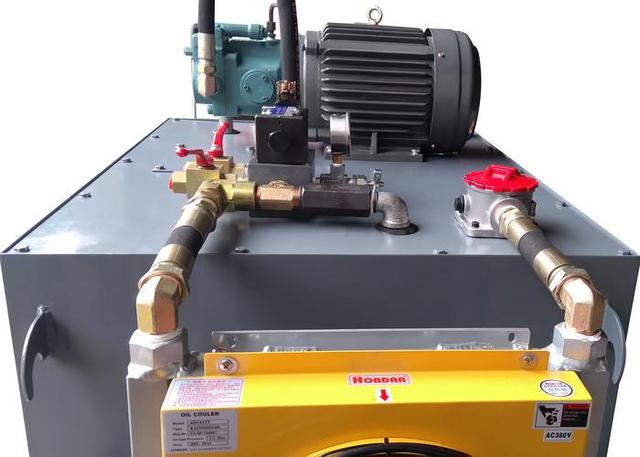
液压多路阀的工作原理基于液压传动的原理。液压系统由油泵、油箱、阀门、液压缸等组成,油泵将油液从油箱中吸入,通过阀门控制油液的流向和流量,最终将油液送入液压缸中,实现机器的运动。
它的工作过程是将输入的控制信号转化为相应的机械运动,控制油路的开启和关闭。

当控制信号到达多路阀时,阀芯根据信号的不同位置偏移,打开或关闭相应的油路通道,控制液压油的流向和流量,实现机器的动作。
在工程机械中,液压多路阀的应用非常广泛,如挖掘机、装载机、推土机、压路机、混凝土泵车等。

在这些机械中,液压多路阀起到了控制和调节液压油流的作用,实现机器的各种动作。
液压多路阀的优点是可以实现高精度控制、反应速度快、可靠性高、能够承受高压、适应不同的工作环境等。而锰系磷化技术的应用则进一步提高了多路阀的性能和可靠性。

●○锰系磷化工艺在液压多路阀上的应用○●
增强材料表面硬度:通过锰系磷化工艺处理的材料表面可以形成一层较硬的磷化层,这层磷化层可以显著增加材料的表面硬度和耐磨性。
这对于一些需要承受较大摩擦力和磨损的机械部件来说非常有益。

提高耐腐蚀性能:锰系磷化层还具有很好的耐腐蚀性能,能够有效地抵御酸、碱等化学物质的侵蚀,延长材料的使用寿命。这对于一些在恶劣环境下工作的机械部件来说尤为重要。
改善表面润滑性能:由于锰系磷化层的微观形貌具有很好的润滑性能,因此能够有效地减少机械部件间的摩擦和磨损,延长机械部件的使用寿命。

适应性广:锰系磷化工艺适用于多种材料,如钢、铜、铝、锌等,且处理后的材料表面不会发生形变、烧损等情况,因此具有广泛的适应性。
环保性好:相对于其他表面处理技术,锰系磷化工艺的处理液比较简单,易于净化和回收,处理过程中无毒害气体排放,因此具有较好的环保性。

同时锰系磷化工艺还具有增强材料硬度、改善表面润滑性、适应性广、环保性好等优点。
在机械、汽车、航空、电子等领域得到广泛的应用。在工程机械液压多路阀等高精度机械部件的表面处理中,锰系磷化工艺也展现出了其独特的优越性。

锰系磷化工艺在液压多路阀上的具体应用:在工程机械液压系统中,多路阀作为控制流体流向的关键部件,其工作稳定性和耐用性对于液压系统的正常运行至关重要。
而液压多路阀在长期使用过程中,由于受到流体的高压高速冲击和摩擦力的作用,容易发生磨损、腐蚀、粘滞等问题,影响其使用寿命和性能。
为了提高液压多路阀的耐久性和稳定性,常常需要对其表面进行特殊处理,以增强其表面硬度、改善表面润滑性等。在这方面,锰系磷化工艺是一种常见的表面处理技术。
具体来说,在液压多路阀的表面处理中,锰系磷化工艺的应用主要包括以下几个方面:
增强表面硬度:通过锰系磷化工艺处理,液压多路阀表面可以形成一层均匀、致密的磷化层,使其表面硬度显著提高,从而增强其抗磨损能力和使用寿命。
提高耐腐蚀性:液压多路阀表面处理后的锰系磷化层具有很好的耐腐蚀性,可以有效地抵御流体中的腐蚀物质,延长多路阀的使用寿命。

改善表面润滑性:锰系磷化层具有良好的润滑性能,可以减少多路阀内部的摩擦和磨损,提高其运行的稳定性和效率。
增加表面抗粘滞性:在液压多路阀的工作中,常常会出现因为流体中杂质或油脂过多导致多路阀内部发生卡滞或卡死的情况。
通过锰系磷化工艺处理,可以在多路阀表面形成一层微观起伏的磷化层,增加其表面抗粘滞性,减少因油脂或杂质导致的多路阀卡滞问题。

提高表面美观度:通过工艺处理后,液压多路阀表面可以形成一层光滑、均匀的黑色磷化层,具有较高的美观度和装饰性,能够提高工程机械的整体品质和形象。
通过锰系磷化工艺的应用,液压多路阀表面的性能得到了全面提升,不仅可以增强其使用寿命和稳定性,还可以提高其耐腐蚀性、抗粘滞性和美观度,具有显著的应用优势和经济效益。
在实际应用中,液压多路阀表面处理后的锰系磷化层也得到了广泛应用,并且逐渐成为了液压多路阀表面处理的主流技术之一。
锰系磷化工艺在液压多路阀表面处理中的具体应用流程包括以下几个步骤:
表面处理前的准备:在进行锰系磷化处理之前,需要对液压多路阀的表面进行清洁和处理,以去除表面的油污、锈蚀等物质。一般采用机械清洗、酸洗、喷砂等方法进行表面处理。
预处理:在表面处理前,需要对液压多路阀表面进行一些特殊处理,以促进磷化层的生成和提高其质量。一般采用酸洗、氧化等方法进行预处理。
锰系磷化处理:在液压多路阀表面处理准备就绪后,可以进行锰系磷化处理。该处理过程一般采用浸泡法,即将多路阀浸泡在含有磷酸盐和锰盐的处理液中,经过一定时间的处理后形成磷化层。
清洗处理:经过锰系磷化处理后,液压多路阀需要进行清洗处理,以去除表面的处理液和沉积物,并且进行防腐处理。
后处理:在液压多路阀经过清洗处理后,还需要进行后处理,以提高磷化层的质量和耐用性。一般采用渗油、涂层等方法进行后处理。

●○锰系磷化工艺在液压多路阀中的应用案例○●
锰系磷化工艺在工程机械液压多路阀中的应用案例:以工程机械液压多路阀为例,该产品在市场上的使用情况和反馈非常好。
此外,锰系磷化处理可以提高多路阀的表面硬度,增强多路阀的耐用性和可靠性,从而提高工程机械的使用寿命和安全性。

锰系磷化工艺在液压多路阀的应用中,具有以下优势:
锰系磷化层还具有良好的耐磨性能,可以降低多路阀内部零件的磨损程度,延长多路阀的使用寿命。
同时它还具有良好的耐腐蚀性能,可以降低多路阀受腐蚀的风险,保障多路阀的正常工作。
它的润滑性能也特别优秀,可以减少多路阀内部零件的摩擦和磨损,提高多路阀的工作效率和稳定性。

锰系磷化层还可以提高多路阀的表面硬度,增强多路阀的耐用性和可靠性,降低多路阀发生事故的风险。
锰系磷化工艺成本低、工艺简单、处理效果稳定,易于实现工业化生产,具有广泛的应用前景。


锰系磷化工艺可以有效地提高液压多路阀的耐磨性、耐腐蚀性和润滑性能,增强多路阀的可靠性和稳定性,降低维修成本和故障率,提高工程机械的使用寿命和安全性。
同时它的应用还具有非常广泛的前景和发展空间,我们可以通过进一步的研究和探索,从而提高工艺的稳定性和处理效果,实现锰系磷化工艺在液压多路阀等工程机械零部件的大规模应用。

免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






