专业转子轴承压装机的用途和特点(转子平衡钉压装机)

设备渲染图
一.工艺流程及设备布局上一篇文章转子平衡钉压装机「工艺分析篇」,
我们介绍的客户的需求,我们的工艺分析,工艺流程规划以及设备台面布局等。
1、客户的需求:
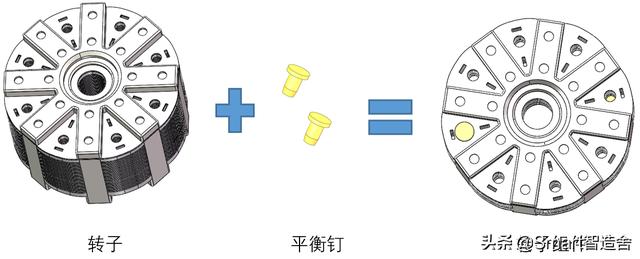
图1 产品加工示图
2、设备的工艺流程图规划如下:

图2 工艺流程规划示意图
3、根据工艺流程,设计的台面关系如下:(1)一字排开各工位,方便生产维护;
(2)结构紧凑,空间利用率高。

图3 台面机构关系示图
那么,以上台面机构,主要是按什么思路进行的布局的呢?各机构是出于什么方式进行考量而来设计的呢?
三.关键机构设计1)转子上料缓存线:
采用工件整排卧放的链板线结构,主要优点有如下:
(a)员工批量上料操作的方便,定位简单,存储量多;
(b)工装简单,成本更低;

图4 转子上料缓存线示图
2)工件的卧取竖放上料机械手:
巧用180°旋转气缸 2个90°连接块,实现工件的卧取竖放;

图5 上料机械手对工件的卧取竖放示图
3)压装孔位找正工位:
用旋转定位座对工件进行定心,利用扭转电机带动工件自转,感应到距离传感器设置的距离差时,扭转电机进行反转修正角度,来实现孔位的找正。

图6 压装孔位找正工位示图
4)平衡钉的上料、分料和预装工位:
(a)振动盘和直振料道:直接兼容多款平衡钉,同时“盖板”防止平衡钉上跳;
(b)气缸 抽板:对排列出料的平衡钉进行分离料,方便上料机械手取料;
(c)上料机械手的取料吸杆里埋磁铁,对平衡钉进行吸取,吸力调整要控制好好(平衡钉预装后不被磁铁带出来即可)。

图7 平衡钉的上料、分料和预装工位示图
5)180°翻转机械手:
(a)2个半包围的夹爪,有效保证180°旋转的稳定
(如果采用2个V形夹爪夹转子外圆,那进行180°翻转时,会导致转子滑动或飞出)
(b)采用伺服升降模组,可满足换型(转子厚度变化)的快速程序切换需要。

6)多爪移送机械手:
(a)按照各工位,配置等距夹爪,满足工位间,工件的传递;
(b)使用缓冲器使其平稳运行的同时,满足运动位移尺寸的准确控制;

图8 平衡钉的上料、分料和预装工位示图
7)设备生产视频:
视频1 设备调试生产视频
四.设备3D图纸链接:https:///s/1sy345B172BrN9YRGrxSGkQ
提取码:8t47
同类文章:
转子平衡钉压装机「工艺分析篇」
压力机怎样选型设计?「安全可靠的伺服铆压机(1)」
分度盘工位力扛九鼎「安全可靠的伺服铆压机(2)」
大吨位压力机板厚,立柱承压设计「安全、牢靠的伺服铆压机3」
*文中部分图片来源网络,如若侵权请联系删除
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






