单模激光器与多模激光器区别(使用高功率单模光纤激光器和超快多边形扫描仪提高加工速度)
江苏激光联盟陈长军导读:
本文探讨了使用高功率单模光纤激光器和超快多边形扫描仪提高加工速度的方法。
机床制造商要求在许多材料激光加工应用中降低成本,如增材制造、薄膜烧蚀、表面构造、清洁和箔切割。所有市场都以同样的方式领先激光和光电元件供应商,以提高可用激光功率的产量和产量。降低成本的一个可行方法是使用现有的机器组件,升级激光功率,并部署先进的扫描技术,以获得五到十倍的吞吐量。因此,他们大幅提高了每部分成本或每小时成本。
上述已建立的工业应用主要使用激光和galvo扫描仪在显微镜范围内进行远程处理。这将光束偏转限制在10 ms–1的扫描速度。在工艺质量要求范围内,平均功率仅为100W。一些制造商使用具有多条光路和多个galvo扫描仪的分束器。这样的设置很复杂,需要精确校准。
在过去的十年中,IPG激光将高亮度的cw激光光源的平均功率从1 kW提高到10kw (YLR和YLS单模系列)。这里显示的所有结果都是由典型的M2为1.1到1.5的高亮度光纤激光器完成的。此外,MITT-WEDA应用科学大学激光研究所提供的超高速多边形扫描仪(图1)使光束的偏转达到1000米S- 1,解决了处理速度的瓶颈。

图1高速二维多边形扫描仪:扫描仪的原理设置(a)。多边形扫描仪安装在加工装置内,并连接到3kWIPG光纤激光器(b)。
透视超快多边形扫描仪
多边形扫描仪使用特殊的光学设计(图1a),以最小化多边形驱动的二维扫描系统的其他可见失真。对于第二个扫描轴,使用常规振镜轴(扫描系统的慢轴)。尽管反射面数量较多,但特殊多边形反射镜的有效面数为8。多边形轮将入射光束的偏转降低至直径31 mm(自由孔径)。因此,商用f-theta光学元件可以连接到扫描系统上。由此产生的扫描速度(偏转激光束到样品表面的相对速度)取决于应用的f-θ光学元件和选择的多边形反射镜旋转速度。最大转速超过10000转/分。通过选择420 mm焦距,在1.3 kHz的线频率下,可实现的最大扫描速度为1000 m s–1。焦距越短,最大扫描速度越小,焦距越大,最大扫描速度越大。由于大的自由孔径和相应的光束直径,可以实现微加工的小光斑尺寸。
除了光学装置外,还大力开发了超快转向电子设备,因为快速光束偏转需要高速电子设备来瞬时计算扫描位置并进行额外校正。因此,扫描器中使用了一个循环时间为5ns的主要并行工作FPGA逻辑。两个600 MHz处理器用于通信。对于所需的高速微处理,在多边形的每个扫描线(多边形线=快轴)期间必须处理大量数据。在最高速度下,每秒必须处理超过80MB的数据。由于在特定扫描位置(实时系统)需要额外的即时数据输出,因此不可能进行动态传输。因此,多边形扫描仪本身包含1 GB的DDR Ram,最大数据速率为每秒800 MB。
扫描仪可以在三种不同的操作模式下工作:在位图模式下,高达32位的灰色编码位图表示必须应用于每个扫描位置的激光功率。在深度贴图模式下,内部存储的位图包含每个扫描位置的深度信息。通过对整个扫描场进行多次循环辐照,可以进行2.5D雕刻。在矢量模式下,将STL文件(表面细分语言)加载到内存中,多边形扫描仪根据选择性激光烧结的需要对3D数据进行实时切片。对于三种操作模式以及快速扫描速度下所需的微处理,必须应用高功率激光器的快速切换。到目前为止,该扫描仪已使用高达3kW的连续激光源、峰值功率高达10kW的纳秒脉冲系统和超短脉冲系统进行了测试。进一步的步骤将是应用10kW的单模连续光纤激光器系统。
高亮度光纤激光器
由于超快多边形扫描仪的可用性,近年来短脉冲和连续高亮度光纤激光光源所需的功率水平迅速增加。IPG激光器迅速满足了需求。这突显了该行业最深层次的垂直整合商业模式所带来的技术领先优势。IPG从“原材料”开始,在公司内部制造泵浦二极管、光纤、光学、机械甚至电子产品。控制供应链中的几个步骤是以最具竞争力的成本向市场提供领先的高亮度光源的关键因素。
如今,客户可以为其应用选择200-1000 W、1-2 mJ、M2<2、10 kHz和4 MHz之间的脉冲重复率,以及20-1500 ns之间的脉冲持续时间。特别是对于MHz范围内的高重复率,通常需要超快的扫描速度。300W电源的紧凑尺寸为466×678×177毫米,可轻松集成到19英寸机架中(图2)。

图2新型高重复率镱纳秒脉冲光纤激光器机架系列,用于超快扫描速度(a);YLS单模大功率光纤激光器系列,3kW和10kW单模(b)。
此外,连续波单模光纤激光器通过提高创新光纤模块的效率,提高了平均功率。如今,单模块功率高达2 kW。通过独特的泵浦模块和功率放大器设置,IPG可提供高达10 kW的功率,而不会影响光束质量(M2通常为1.1–1.3)。尤其是对于远程过程,这种高光束质量使扫描场比多模激光器(例如,100–200µm的芯径)高10到40倍。
IPG提供高达2 kW的YLR系列单模光纤激光器,可用于高达10 kW的YLS系列的紧凑19英寸机架和机柜系统。这两个系列都具有40%的出色壁塞效率。
快速和超快扫描速度的影响
在对试样施加快速和超快光束偏转时,必须考虑激光辐射与试样的相互作用时间大幅缩短这一事实。根据与激光束的相对位置,即使对于脉冲ns激光系统,每个表面积的相互作用时间也在变化(图3)。通过进一步增加扫描速度,在标称脉冲持续时间范围内具有相互作用时间的表面积逐渐减小。

图3单脉冲(τH=30 ns,w86=18µm)在100 ms–1(a)和1000 ms–1扫描速度(b)下,在SiN处应用相同的参数。阴影区域显示了辐照试样表面的下降区域(以增加的扫描速度),在该区域,标称脉冲持续时间相互作用。
对于扫描速度为100m s–1、脉冲持续时间为数十纳秒的情况,可以忽略额外伸长(图3a;每侧减小约3μm)或标称交互作用区的减小。在这种情况下,产生的材料行为没有偏离静态激光束的单个脉冲行为。与此相反,在图3b(额外延伸30μm)中可以清楚地观察到,由于高偏转速度的影响,标称“脉冲”持续时间相互作用区(阴影区域)急剧减少。因此,在标称持续时间之外的区域,表演流畅性急剧下降。在这种情况下,必须预期材料性能的偏差。
对于高速扫描的高功率连续激光器,相互作用时间和材料行为(长脉冲或短脉冲行为)可直接由扫描速度和光斑大小控制。关于图3b所示的扫描速度,连续激光的相互作用时间将等于脉冲ns系统,脉冲持续时间(ns)等于扫描连续激光系统的焦径(μm)。
然而,到目前为止,扫描速度并没有克服材料内部的热传导速度。因此,将连续波系统“转换”为短脉冲或长脉冲ns系统的这种效应已被考虑在内。
通过使用多边形扫描仪的位图模式,可以实现高精度的大型曲面修改(图4)。激光器由一个由多边形扫描仪驱动的外部AOM快速切换。

图4选择性去除6“硅片(hatch=30μm,Pcw=400 W,v=200 ms-1,w86=40μm)的氮化硅层(Si3N4)。整个硅片的处理时间=20 s(a);分辨率测试。激光打印DIN A4页面,高度为10 mm(b)
整个扫描场的高分辨率和低分辨率清晰可见。对于420 mm的应用焦距,达到的精度优于20µm。与传统galvo扫描系统相比,填充速度快10倍以上。
应用多边形扫描仪的深度映射模式,还可以选择高功率连续激光作为2.5D高速雕刻的光源。通常情况下,连续波辐射会产生较大的熔池,但快速的扫描速度和由此产生的短交互时间允许在没有熔融微观结构的情况下雕刻金属(图5a)。

图5 2.5-D不锈钢316L的微观结构。
应用200 m s–1的扫描速度导致激光束与材料表面的有效相互作用时间为100 ns。这相当于传统调Q激光器系统的脉冲时间。值得注意的是,每道2–3µm的高去除率仍在研究中。
此外,脉冲激光源正导致人们对烧蚀过程有很好的了解。使用多边形扫描仪,速度仅受激光脉冲重复频率的限制。如今,高达50 ms–1的反射速度可用于1 kW短脉冲光纤激光器(图5b)。
最有前途但最复杂的操作模式是多边形扫描仪的矢量模式。可以将2D或3D结构加载到扫描头中。扫描仪根据激光束在x、y和z位置相对于样品/粉末表面的相对位置进行实时计算,以找到相交的扫描矢量。这使得多边形扫描仪可以应用于快速成型应用领域(图6)。
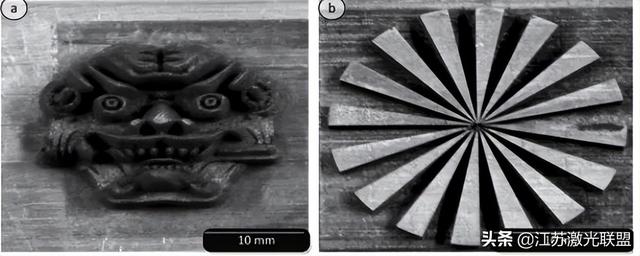
图6带多边形扫描仪的微烧结试样:烧结区,烧结层厚20µm,扫描速度为50 ms–1。
多边形扫描仪的应用可以在高分辨率下实现最高的构建率。然而,选择性激光烧结需要产生或多或少的大熔池。材料中熔融相的速度仅取决于材料的热传导。因此,实现稳定过程的最大扫描速度实际上是有限的。Mittweida激光研究所目前正在研究几种方法来克服这一瓶颈。
总结
过去十年以来,高亮度光纤激光器已成为公认的工业激光源。
紧凑的尺寸、可用的功率水平和价格的降低为增材制造、表面纹理处理、清洁和精密切割市场的高通量应用开辟了新的商业案例。通过多边形扫描仪实现的超快光束偏转解决了将可用激光功率引入加工速度的瓶颈。一种新的工艺参数体系通过紧密聚焦实现高分辨率,并通过短ns持续时间内的短相互作用时间实现质量增益,无论是短脉冲还是连续光纤激光器。最后,下一代机器生产的每小时成本或每部分成本大幅下降,最终客户因此受益。
来源:Laser Technik Journal - 2017 - Streek - Ultrafast Material Processing with High‐Brightness Fiber Lasers,DOI: 10.1002/latj.201700022
江苏激光联盟陈长军原创作品!
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






