cbn砂轮磨金属一般多少转速最合适(立方氮化硼CBN砂轮的使用与砂轮磨床的选择)
立方氮化硼(CBN)砂轮的立方氮化硼颗粒粘在普通砂轮表面只有很薄一层,其磨粒韧性、硬度、耐用度是刚玉类砂轮的100倍,最适于加工硬度高、粘性大、高温强度高、热传导率低的难磨钢材及高速或超高速磨削。其应用范围与人造金刚石起着互相补充的作用。金刚石砂轮在磨削硬质合金和非金属材料时,具有独特的效果,但在磨削钢料时,尤其是磨削特种钢时,效果不显著。立方氮化硼砂轮磨削钢件的效率比刚玉类砂轮要高近百倍,比金刚石砂轮高五倍,但磨削脆性材料不及金刚石。
立方氮化硼砂轮的选择和金刚石砂轮的选择相类似。但在结合剂选用上,大部分是树脂结合剂,次之是电镀,金属结合剂。陶瓷结合剂CBN砂轮主要用于钛合金、高速钢、可锻铸铁等难加工的黑色金属的磨削,树脂结合剂CBN砂轮适用于磨削铁磁性材料,是加工钢材的理想选择。
CBN砂轮浓度一般在100%~150%间选用较经济合理,它不能用普通切削液,需特殊的切削液或干磨。
浓度与粒度的表示如下:
举例:B46V240(100%)
线速度与转速之间的转换公式:
D-T(U)-X-H
用途:
①沟槽
②刀体、钻头间隙
③周刃后角
④钻、铣刀具容削槽
⑤台阶
⑥外圆
⑦钻尖
2.类型:14A1
形状和尺寸:按工件的形状、尺寸和机床条件选用。

D-U-X-H-T-J
用途:
①沟槽
②刀体、钻头间隙
③周刃后角
④钻、铣刀具容削槽
⑤台阶
⑥外圆
⑦钻尖
3.类型:1V1
形状和尺寸:按工件的形状、尺寸和机床条件选用。
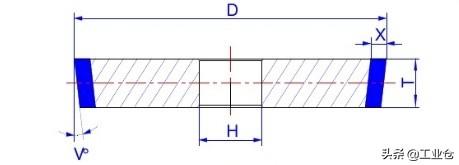
D-T(U)-X-V° -H
用途:
①沟槽
②钻、铣刀具容削槽
③台阶
④刀尖分削槽
⑤刀体间隙
⑥仿形
4.类型:14V1
形状和尺寸:按工件的形状、尺寸和机床条件选用。

D-U-X-V° -H-T-J
用途:
①沟槽
②钻、铣刀具容削槽
③台阶
④刀尖分削槽
⑤刀体间隙
⑥仿形
5.类型:11V9
形状和尺寸:按工件的形状、尺寸和机床条件选用。

D-W-X-H-T-E-J-K
用途:
①周齿、端齿
②刀体间隙
③台阶
④仿形
⑤钻尖
备注:砂轮夹角V°
始终为70度
6.类型:12V9
形状和尺寸:按工件的形状、尺寸和机床条件选用。

D-W-X-H-T-E-J-K
用途:
①周齿、端齿
②沟槽
③台阶
④仿形
⑤gash-端齿容削槽
备注:砂轮夹角V°始终为
45度
7.类型:11A2
形状和尺寸:按工件的形状、尺寸和机床条件选用。

D-W-X-H-T-E-J-K
用途:
①周齿、端齿
②刀体间隙
③台阶
④钻尖
备注:砂轮夹角V°始终为
70度
8.类型:4Y1
形状和尺寸:按工件的形状、尺寸和机床条件选用。
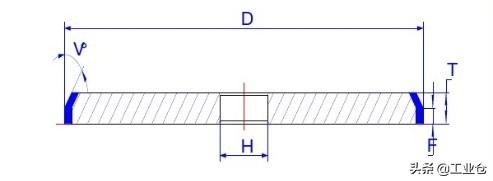
D-T-X-F-V° -H
用途:
①沟槽
②刀体间隙
③台阶
④仿形砂轮
9.类型:14EE1
形状和尺寸:按工件的形状、尺寸和机床条件选用。

D-U-X-V° -H-T-J
用途:
①仿形加工
②螺纹铣刀
备注:此砂轮类型也可为14K1(通常V°为30度;表示:D-X-V°-H-T-J)
10.类型:1FF1
形状和尺寸:按工件的形状、尺寸和机床条件选用。

D-T-X-R(1/2T)-H
用途:
①仿形加工
②后波刃铣刀的周刃
分削槽
③钻头刀槽
11.类型:14F1
形状和尺寸:按工件的形状、尺寸和机床条件选用。

D-U-X-R-H-T-J
用途:
①仿形加工
②后波刃铣刀的周刃X分削槽
③钻头刀槽
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






