汽车快速钣金修复(汽车钣金常用维修工具和设备)
一、钣金锤
车辆在交通事故如果发生剐蹭、碰撞等,会导致车身发生凹陷、变形或破损,维修时就需要使用钣金锤对变形的部件进行修复,使之恢复原始形状。钣金锤种类繁多,大致有以下几种:
1.球头锤
球头锤如图1所示。球头钣金锤是一种对所有钣金作业都使用的多用途工具,用途很广,既可用来校正弯曲的基础构件,也可用于修平变形部件和钣金件粗成型工作,球头锤质量一般在290~450g之间。

图1 球头钣金锤
2.橡皮钣金锤
橡皮钣金锤如图2所示。橡皮钣金锤在汽车钣金作业中,主要用来修复表面微小的凹陷,由于锤头使用比较柔软的橡胶制成,因此敲击时不会损伤汽车喷漆表面,也不会在敲击表面留下敲击痕迹。

图2 橡皮钣金锤
3.轻铁锤
轻铁锤如图3所示,是一种用来修整钣金件,使其大致回到原形的钣金锤。它的手柄比较短,非常适合在操作空间比较狭窄的地方使用。

图3 轻铁锤
二、车身锤
车身锤是连续敲击钣金件恢复其形状的基本工具。有方头、圆头、尖头等不同形状,每种形状均有其特定的用途。
1.镐锤
镐锤如图4所示,是专门用来维修小凹陷的工具。镐锤上的尖顶可以将凹陷敲出,其平端头与顶铁配合使用可以去除微小的凸点和波纹。使用时要小心,不要用力过猛,否则镐锤的尖顶有可能戳穿车身钢板,镐锤不能用于修复大的凹陷表面。

图4 镐锤
2.冲击锤
冲击锤如图5所示。冲击锤的锤头一头是圆形,锤顶表面近乎是平的。这种锤顶面大,敲击时打击力会散布在较大的面积上,非常适合矫正凹陷板面的初始作业或加工非表露的钣金件。变形大的凹陷表面可用冲击锤,冲击锤另一端锤头为凸起的顶面,可用来敲击下凹的金属下表面,使之逐渐恢复平整。

图5 冲击锤
3.精修锤
精修锤如图6所示,当使用冲击锤将凹陷去除之后,就可以使用精修锤对钣金件外形实施精修作业。精修锤的锤面比冲击锤小,锤头锤面隆起,适于修平表面微小凸点和波纹顶端。带有锯齿面的收缩精修锤可适用于表面收缩作业,能修整因过度捶打而产生的延伸变形。

图6 各种精修锤
三、衬铁
衬铁是一种手持的铁砧,也叫抵座。在汽车钣金作业中,一般和锤子一起配合使用进行钣金维修作业,如图7所示。在钣金修整作业中,可以根据车身表面不同形状的凹陷采用形状不同的衬铁,使衬铁形状与面板外形形成最好的配合,从而得到良好的钣金整形效果。图8为各种不同形状的衬铁。

图7 用锤子和衬铁修复凹陷

图8 形状不同的衬铁
四、修平刀
修平刀如图9所示。修平刀是车身修理的特殊工具,使用时将修平刀紧紧贴在待修表面,然后再捶打修平刀,对修复某些微小隆起或使划伤部位恢复原状非常有效,参见图10。修平刀种类很多,如图11所示。对于某些衬铁无法放入操作的弧形凹陷位置,也可以使用修平刀充当衬铁使用。

图9修平刀

图10 用钣金锤和修平刀修复微小的隆起和划伤

图11 修平刀种类
五、撬镐
撬镐使用方法和类型如图12所示,利用撬镐可以穿过车身固有的洞口对车门侧板的凹陷处进行撬击,消除凹陷。
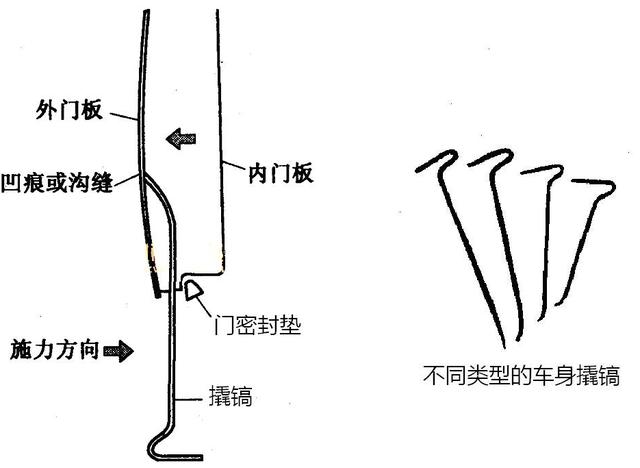
图12 撬镐使用方法和类型识别
六、凹坑拉出器和拉杆
对于某些配备密封型车身面板的车型,无法利用现成的孔洞使用撬镐撬起凹陷时,可以采用凹坑拉出器或拉杆将凹陷拉平。凹坑拉出器的顶端如图13所示呈螺纹尖端形,螺纹尖端可以旋紧在孔中,然后利用套在杆中部的冲击锤向外冲击手柄端面,同时向外拉手柄,即可将凹点慢慢拉起。

图13 凹坑拉出器
拉杆也可以用来修复凹坑,先在凹坑处钻孔,然后把拉杆的弯钩插入钻孔中,勾住凹坑两侧向外拉起,如图14所示,将凹坑拉起,整平后用气焊将钻孔修补再喷漆复原即可。

图14 用拉杆修复凹坑
七、金属剪
汽车钣金维修中常用的金属剪是一种金属切割工具,主要有以下三种:
1.铁皮剪
铁皮剪如图15所示,可以用来剪切薄钢板,可以把薄钢板剪切成各种形状。

图15 铁皮剪
2.金属切割剪
金属切割剪种类如图16所示,可以用来切割硬度较高的不锈钢等硬金属。

图16 各种金属切割剪
3.面板切割剪
面板切割剪是一种特殊的铁皮剪,如图17所示。在汽车钣金维修作业中常用来切断车身钣金件中被损坏的部分,这种剪刀切出来的切口非常清洁,平直,便于实施焊接作业。
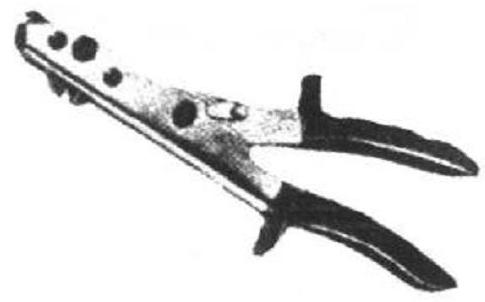
图17 面板切割剪
八、铆枪
铆枪是汽车钣金维修中经常使用的维修工艺,铆接时就使用铆枪将铆钉组件插入被连接件的通孔中,用铆钉器将外伸的铆钉杆拉断,即可完成铆接作业,将板材铆接在一起。常见的铆枪如图18所示。铆接示意图参见图19。

图18 典型的铆枪

图19 铆接示意图
九、凹坑吸盘
凹坑吸盘是一种汽车钣金作业中使用的真空吸盘,如图20所示。对于车身面板凹陷,可以使用真空吸盘将凹陷处拉平。使用真空吸盘的优点在于进行凹陷修平时不会损伤车身漆面。特别适合对车身蒙皮部位产生的凹陷进行修平作业。

图20 凹坑吸盘
十、车身锉刀
车身锉刀是在汽车钣金维修中用来修整由于使用锤子、衬铁、或使用修平刀等钣金工具造成的凹凸不平的加工痕迹的工具,如图21所示。使用车身锉刀可以将加工痕迹锉平。以便进行喷漆等修补。车身锉刀的使用方法参见图22。
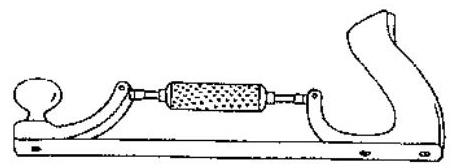
图21 车身锉刀
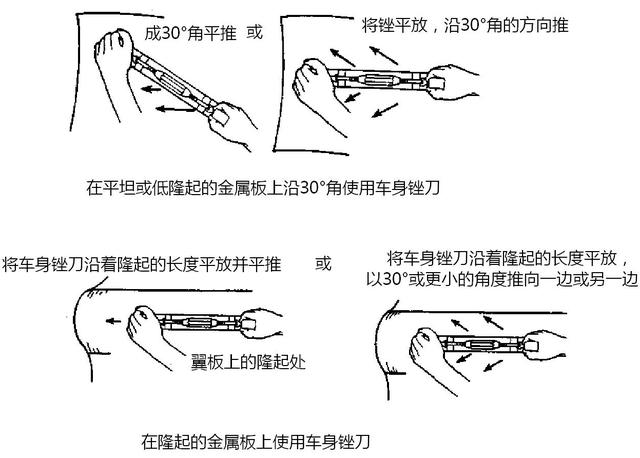
图22 车身锉刀的使用方法
十一、车身维修动力工具
1.气动錾
气动錾如图23所示,是以压缩空气为动力的工具,可产生1800次/min的击打频率,配上不同类型的錾头,可以进行錾割、铲平、敲击等各项任务。气动錾体积小,质量轻,工作效率高、切割性能好;在不受限制的条件下,可以进行直线、曲线等切割,如图24所示,但操作时振动和噪音比较大。还可以用气动錾来清除焊点。

图23 气动錾和各类錾头
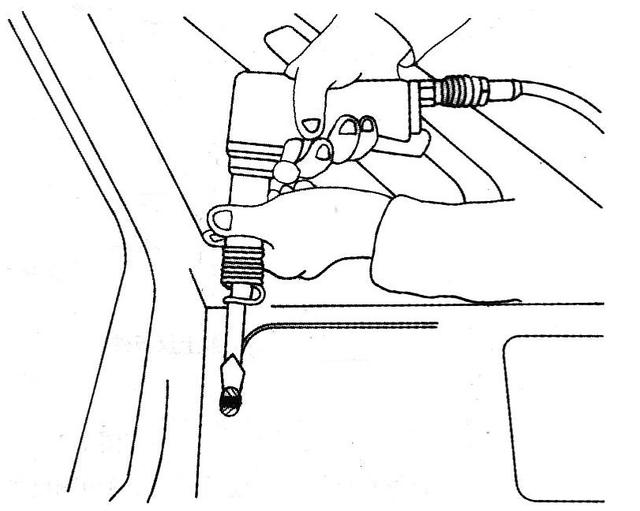
图24 用气动錾切割
2.气动锯
气动锯如图25所示,主要用来在汽车钣金操作中切割车身板材构件时使用,参见图26。气动锯比手工锯工作效率高,而且不象手工锯受到锯弓的限制导致有些部位无法切割,气动锯锯条只有一端装在锯身上执行切割作业,切割缝可以无限延长,因此气动锯具有切割效率高、使用方便,对构件损坏程度小的优点。

图25 气动锯
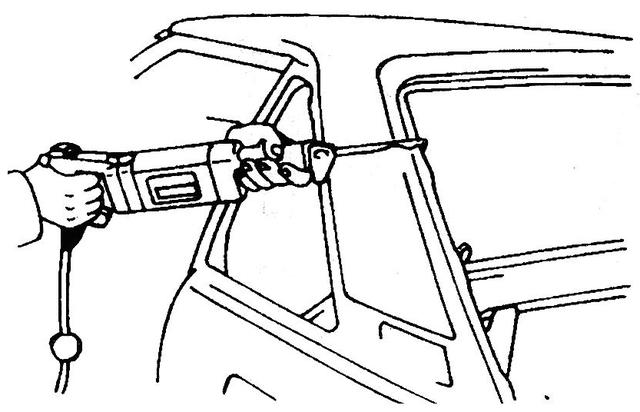
图26 用气动锯切割车身构件
3.砂轮机
砂轮机如图27所示,有电动或气动等类型。砂轮机在汽车车身维修中主要起打磨和切割作用。打磨作用是利用砂轮盘的平面磨削工件的不平部位,多为对焊接后的焊缝的凸起进行打磨,使其表面平整;切割作用是在拆解车身构件时,利用砂轮的端面切割焊缝,使焊缝断开。如图28所示。

图27 砂轮机

图28 用砂轮机切割焊缝
4. 手电钻
手电钻的主要作用是进行钻削作业,如图29所示。一般用于钻除焊点分离构件和在钣金构件上进行打孔等作业。钻削所应用的刃具以麻花钻头和钻孔器为主。为了便于钻削车身构件的焊点,一般要将普通钻头根据需要进行磨削,或者使用钻孔器作为专门的切具。

图29 手电钻5.打磨机
打磨机根据驱动方式分为电动打磨机和气动打磨机,如图30所示。打磨机使用时可以灵活选装不同规格的研磨片,进行打磨除锈和抛光等工作。在车辆喷漆车间执行打磨作业时,由于车间的的汽车漆料属于易燃品,因此为了防止意外,应选用气动打磨机执行打磨作业。气动打磨机种类很多,大致有单作用打磨机、轨道式打磨机、双作用打磨机和往复直线式打磨机四种。

图30 电动和气动打磨机
单作用打磨机的打磨盘垫绕一个固定的点转动,砂纸只作单一的圆周运动,因此称为单作用打磨机。如图31所示。单作用打磨机的打磨扭矩大,低速打磨机主要用于刮去旧涂层及除锈;高速打磨机主要用于漆面的抛光,也就是抛光机。
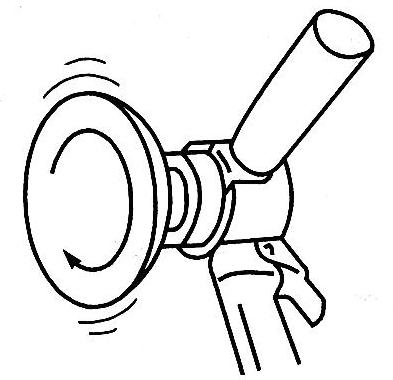
图31 单作用打磨机工作示意图
轨道式打磨机的打磨盘垫外形呈矩形,便于在工件表面上沿直线轨迹移动,整个打磨垫以小圆圈振动。如图32所示,这种打磨机主要用于腻子的打磨。它可以根据工件表面的情况采用各种尺寸的打磨砂垫,以提高效率,轨迹直径也可以进行改变。

图32 轨道式打磨机
双作用打磨机的打磨盘垫运动较复杂,盘垫本身以小圆圈振动,同时还绕自己的中心转动,因此兼有单作用打磨机和轨道式打磨机的运动特点,如图33所示。双作用打磨机的切削力比轨道式打磨机要大。使用时要考虑轨道直径,直径大的打磨较粗糙,反之打磨较细。

图33 双作用打磨机
往复直线式打磨机如图34所示,这种打磨机的砂垫做往复直线运动,主要用于车身上的特征线和凸起部位的打磨作业。

图34 往复直线式打磨机
6.汽车表面抛光机
汽车车身的表面经过喷涂后,可能会出现粗粒、砂纸痕、流痕、反白、橘皮等漆膜表面的细小缺陷,处理方法就是在喷涂后使用汽车表面抛光机进行研磨抛光处理,以提高漆膜的镜面效果,达到光亮、平滑、艳丽的要求。典型的汽车表面抛光机如图35所示。抛光机由底座、抛光盘、抛光织物、抛光罩及盖等基本元件组成。电动机固定在底座上,固定抛光盘用的锥套通过螺钉与电动机轴相连。抛光织物通过套圈紧固在抛光盘上,电动机通过底座上的开关接通电源起动后,便可进行抛光,参见图36。常见的汽车表面抛光机普遍带有转速调节功能,可以在操作时根据具体情况灵活调节抛光盘转速,使之达到最好的抛光效果。

图35 典型的汽车表面抛光机
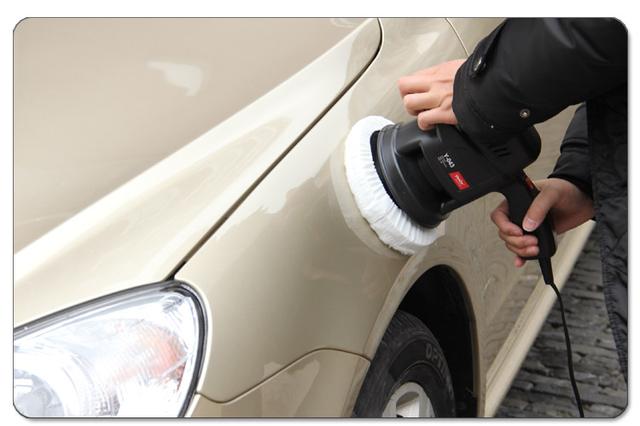
图36 使用抛光机对车辆表面进行抛光
十二、车身尺寸测量设备
汽车碰撞后,如果是轻微的剐蹭或擦伤,只需用钣金工具进行整形校正即可。但对于严重的碰撞导致车身变形的故障,就需要使用车身尺寸测量设备准确测量车辆的变形程度,为制定进一步的整形维修方案进行准备。汽车生产厂家在具体车型的维修手册中均会给出车身尺寸的准确数据,以东风日产车系天籁轿车为例,该车的车身标准尺寸可参见图37~图39所示,维修人员测量完车身尺寸后,可将测量值与这些标准数据进行对比,从而判定汽车受碰撞后的变形程度,然后使用大梁矫正机等整形设备对变形的车身进行校正修复工作。因此维修工在工作实践中,要注意收集各个车型的车身尺寸标准数据,检测评估车身损伤时,可以这些尺寸为基准,判定损伤程度;修复、校正也以这些尺寸为依据;竣工检验还是以这些数据为检验标准。

图,4-5-37天籁轿车发动机舱尺寸

图38 天籁轿车车身底部尺寸

图39 天籁轿车乘客舱尺寸
1.轨道式量规
轨道式量规如图40所示,轨道式量规的左、右测量销沿轨道滑槽移动,销插入被测量孔中,从滑尺上即可读出两孔间的距离。非常适合执行两点之间的距离测量。在汽车车身测量操作中,可以使用轨道式量规测量车辆悬架和机械元件上的焊点,这些都是部件当中的关键控制点,对于这些关键控制点,在汽车车身整形过程中应不断测量,防止校正过量。也可使用轨道式量规进行两点之间的测量,比如沿对角线方向测量汽车发动机舱,车门、挡风玻璃框架等,如果对角线测量结果相同,则说明没有变形。如图41所示。

图40 轨道式量规

图41 对角线测量
2.中心量规
中心量规如图42所示,可用来测量和诊断车架的变形损坏程度。比如对车辆进行翘曲检查时,在两个基本无损伤的地方悬挂两个量规,又在损伤区悬挂两个量规,参见图43,正常情况下,这些量规应平行,且中心在一条直线上。如检查到不平行及中心销错位,就说明车辆已发生翘曲变形,可以据此测出损伤点与基准线的差值。
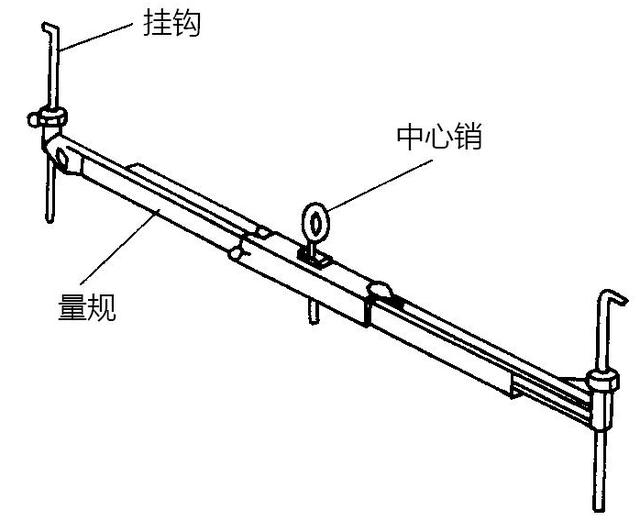
图42 中心量规
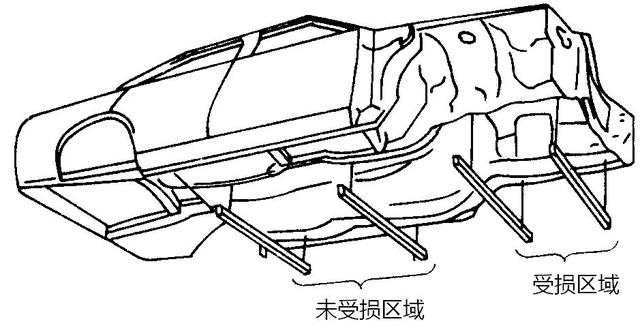
图43 用中心量规测量车辆的翘曲变形
3.通用测量系统
把中心量规、轨道式量规技术集合成框架式带底平台的三维测量系统,成为精确测量工作台,多个测量头同时测量汽车前、后、顶、底与标准面(线)的距离,如图44所示。还可在系统中安置高精确度的基准线激光测量系统。
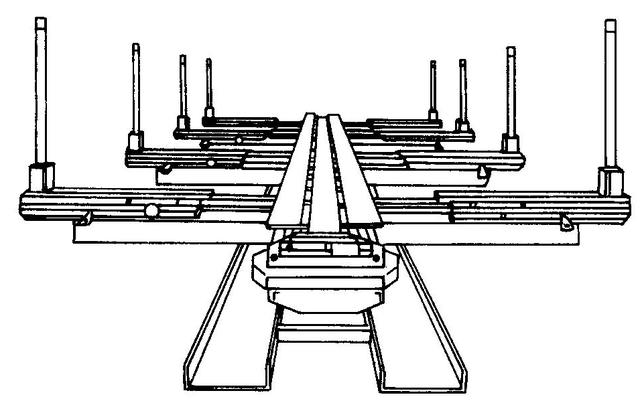
图44 通用测量系统
十三、车身变形校正设备
1.简易便携式车身牵拉器
简易便携式车身牵拉器如图45所示,能在任意方向施加校正力。校正时,主梁、支座和横梁常用于把汽车抬离地面,它们和下车身夹组合使用时,形成基座。使用时可参照图46所示,将摆臂用链条及拉力钩与需校正的部分连接,用液压泵与支承杆使摆臂运动,把变形部位拉复位。

图45简易便携式车身牵拉器
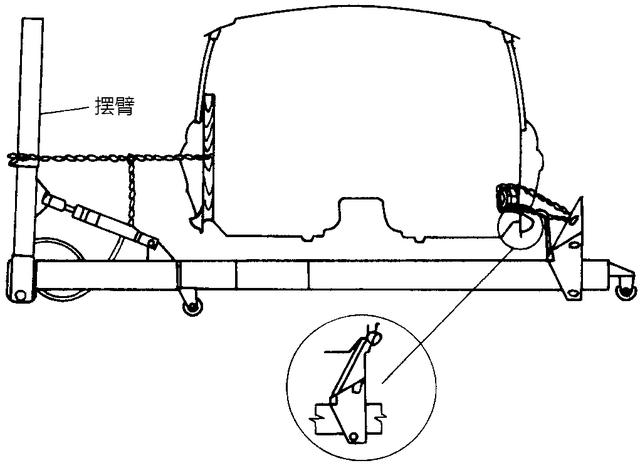
图46简易便携式车身牵拉器使用方法
2.轻便液压杆系统
轻便液压杆系统如图47所示,利用手动液压泵提供液压力,液压缸活塞杆运动,在液压杆两端装上适当的端头,就可方便、省力地对损伤车身部位进行推压、展宽、夹紧、拉拔和延伸,达到校正的目的。液压杆系统与其他校正设备结合,能从多方面、多角度完成车身各部分的校正操作,如图48所示。

图47 轻便液压杆
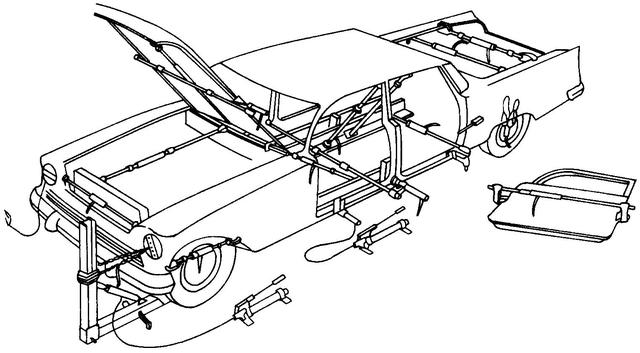
图48 使用轻便液压杆系统校正车身部件
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com