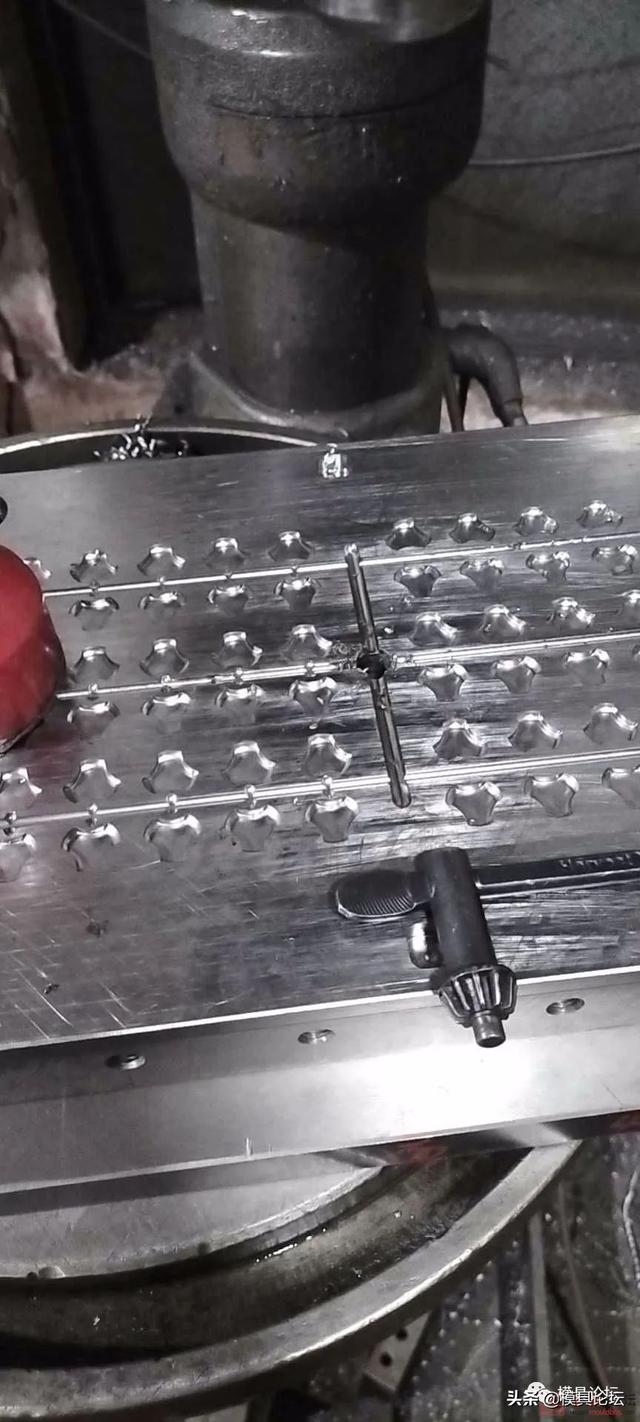
abs材料有流痕(abs材料潜伏浇口1mm进胶)
来源模具论坛坛友:曹顺顺,carlosliu,lm325608,yeren4791,wangminjiang888,lxz_victor,shyang
丨问题(曹顺顺):
中间两排比较厉害,边上四排个别会没有流痕。忘望师傅们指教。


丨模具论坛坛友回复:
carlosliu:
模穴数量太多,60穴,严重不平衡。要求外观质量,就不要开这么多穴。
lm325608:
这样进胶方便是方便,但是不同位置压力不同,打出来产品不一样很正常啊。
模具都做好了,想改也不好改了,只能调整浇口大小试试喽。
yeren4791:
短射看看,进胶是否能平衡吧,进胶不平衡,调机很难一致,先进胶平衡了,再调机改善。
wangminjiang888:
中间两排加限流钉。
lxz_victor:
边上四排个别会没有流痕, 那就是说基本上没有良品。
总共6个分流道,用铜堵掉其中5个。再看看调机能不能挑好。
根据结果再定下一步。
shyang:
这种模具一般要排位环形流道,首先满足进胶均衡,不然产品很难调试。
可以尝试把模具温度提高,多增加运水,前模接油温机试下。
各位有好的解决方法可以在文章下方评论或者点击原文和作者一起交流。
免责声明
本公众号所载文章为本公众号原创或根据网络搜集编辑整理,文章版权归原作者所有。如涉及作品内容、版权和其它问题,请跟我们联系!文章内容为作者个人观点,并不代表本公众号赞同或支持其观点。本公众号拥有对此声明的最终解释权。
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






