麻花钻铣刀什么材料制造(孔加工刀具-----麻花钻的结构原理)
麻花钻的结构由工作部分、柄部和颈部组成。

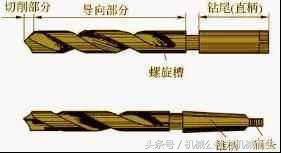
麻花钻的工作部分分为切削部分和导向部分。

钻头钻削时
学习麻花钻的几何角度,首先清楚钻头的基准面和切削平面。
①基准面:切削刃上任一点的基面,是通过该点,且垂直于该点切削速度方向的平面。在钻削时,如果忽略进给运动,钻头就只有圆周运动,主切削刃上每一点都绕钻头轴线做圆周运动,它的速度方向就是该点所在圆的切线方向,中A点的切削速度 垂直于A点的半径方向,B点的切削速度垂直于B点的半径方向。切削刃上任一点的基面就是通过该点并包含钻头轴线的平面。由于切削刃上各点的切削速度方向不同,所以切削刃上各点的基面也就不同。


不同材质钻头的磨损状况
②切削平面:切削刃上任一点的切削平面是包含该点切削速度方向,而又切于该点加工表面的平面。切削刃上各点的切削平面与基面在空间相互垂直,并且其位置是变化的。
横刃位于刀具的中心部位内,故横刃前角为负值(约-45°~-60°),钻削时在横刃处会发生挤压造成很大的轴向力。


所以改善横刃的工作条件,会延长钻头寿命及提高生产效率。一般钻头是这样的。








减小横刃的钻头



内冷却钻头的基本结构

修磨出双重顶角、磨分屑槽和磨出内凹圆弧刃等方式来改变主切削刃形状,以增大切削刃长度,


减轻单位切削刃长度上的切削负荷,并起到改善钻头定心,达到分屑和断屑目的;通过修磨横刃来缩短其长度,避免横刃处负前角切削;直径较大的钻头还可在刃带前端磨出副后角,以减少摩擦和磨损等————群钻,将普通麻花钻头的钻尖修磨成“三尖七刃”的形状,大大提高了钻头的使用性能和切削寿命,



磨钻头的基本手势





麻花钻磨削量规




免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






