通用技术的工艺流程怎么看(生产线中MOST法的应用)
1、什么是MOST法
MOST法介绍:
MOST:Maynard Operation Sequence Technique,梅纳德动作排序技术。
MOST法是一个标准作业时间测量的系统方法,目前被广泛用于世界各大顶级公司。
随着精益生产在全世界的风靡和推广,MOST系统在工作流设计中显得尤为突出。
MOST法的目的:
由于动作时间标准不受作业性质影响(任何产品、任何作业),只要作业单元相同,在同一BSI等级标准下,其时间值也相同,因此可以将某些常用有效操作的标准数据与公式加以编辑,成为一个综合数据表,以便在制作过程中分析产品标准时间时参考。
MOST法的作用:
MOST法是用于研究分析人在进行各种操作的细微动作,发现操作人员的无效动作和浪费现象,简化操作方法,删除无效动作,使操作者、操作对象、操作工具三者科学地组合,合理地布置和安排,以达到供需结构合理化,从而减轻劳动强度、减少工时消耗,提高线平衡。在此基础上制定出标准的操作方法,为制定动作时间标准作技术准备。
2、MOST法的基本元素
标准时间等级标准:
标准时间的三个等级标准 : 82BSI 、100BSI、75BSI
82BSI:指受过培训,并已有一定实践操作经验的操作者在完成某项动作时能达到的等级。
100BSI:指受过培训,长期从事某项工作,操作非常熟练的操作者在完成某项动作能达到的等级。
100BSI等级时间=82BSI等级时间*0.82
75BSI:指受过培训,但实践操作经验较少的普通操作者在完成某项动作时能达到的等级。
75BSI等级时间=82等级时间*0.82/0.75
例:加锡,焊两单线到喇叭两焊线位,82BSI时间为10.08s,则:100BSI时间=10.08*0.82/1=8.27秒,
75BSI时间=10.08*0.82/0.75=11.02秒。
标准时间:
标准时间(S.T)的定义 : S.T是标准时间(StandardTime)的缩写.是指一个熟练的工人在正常操作条件下工作,合理的劳动强度,按照规定的方法和质量要求,完成一个符合质量标准的产品的最短时间.。
标准时间的作用:
产能预算,合理计划调配人手,有效控制人工成本。
衡量生产制作效率,并通过动作分析,删除无效动作,降低制作成本。
确定产品的成本,供产品定价参考。
衡量机器的使用效率。
帮助解决生产线的平衡,并通过动作分析,合理调配工位,删除无效动作,使操作简化。
评估操作者的工作表现。
TMU的引入:
S.T中采用一个特别的单位(TMU)来计算时间 :
TMU: Time Measurement Unit.
换算关系如下:1TMU =0.00001 hour=0.0006 minute = 0.036 second
动作的分析依据和方法:
产品的生产过程是各有效操作动作的总和,只要动作单元相同,在同一BSI时间等级下,其时间值也相同。
将产品的操作动作按一般动作、控制动作、使用工具动作分成三大类,用特定的公式表示。
将各类动作细分成手和手指的动作、身体动作、装配动作、工具的使用等动作,并各用不同的字母表示。
左,右手同时操作时,选取动作时间最长者的序号。
根据动作性质,依据《标准时间基本元素数据表》,检索相应的动作序号,并换算成TMU值。
部分动作或整个动作重复发生时,相应动作序号乘以重复次数。
使用机器时,机器的时间用时间测量法得到,并对应相应序号。
求得序号总和,人的动作乘以10,吊机、卡车动作乘以100,得到该动作的TMU。
将TMU乘以0.036,即得该动作的S.T时间。
各有效动作的S.T时间总和组成产品的S.T。
三类动作的定义及公式意义:
(1)普通动作: 指拿、取、放下的动作,物体的运动轨迹没有限制
公式 : ABG AB PA
拿 放 返回
A - 动作距离 G - 拿
B - 身体动作 P - 放
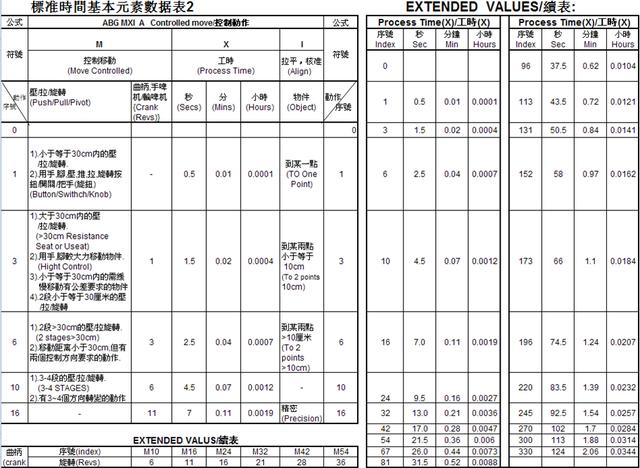
(2)控制动作: 物体是在一条“受控”途径上移动, 这个物体的移动至少受到一个方向的限制.
公式: ABG MXI A
拿 移动或开动 返回
M-受控移动, 包括所有用手引导的物体在受控的途径上移动或动作
X-工时,受控的工作是用机器工作而不是人力
I-对准,移动物体并控制方向, 按刻度或目标点调整物体
(3)使用工具动作:是使用工具的一般动作和受控动作的一个组合
公式: ABG ABP (U) ABP A
拿工具 放工具 用工具 物体或工具放到一边 返回
使用工具的参数(U):
F–拧紧 S–表面处理 T–思考
L–松开 M–检测
C–切 R–记录


3、MOST法计算标准时间
①确定标准时间等级(82BSI、100BSI、75BSI);
②作业动作分解;
③确认动作是属于什么动作(是拿零件还是上力矩等) ;
④确认动作的距离、机器耗时等;
⑤写出动作式;
⑥查《标准时间基本元素数据表》填写相应的动素值;
⑦计算TMU值(人的动作X10,吊机动作X100);
⑧确定标准时间等级,并计算标准时间(S.T值)。
走3~4步去到在地上的一个书签前;弯腰捡起它再直起身;然后走3~4步将书签放在木板上。
A6B6G1 A6B0P1 A0 =20
OR
A6B3G1 A6B3P1 A0 =20
时间的和=20TMU X10=20 X10 X 0.036 S=7.2 s
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






