fdm 3d打印技术的工作原理 3D打印的技术介绍之熔融沉积快速成型技术
3D打印的技术介绍之熔融沉积快速成型技术(FDM)
格融沉积快速成型(Fused Deposion Modeling, FDM)是继光固化快速成型和叠层实体快速成型工艺后的另一种应用比较广泛的快速成型工艺。该技术是当前应用较为广泛的一种3D打印技术,同时也是最早开源的3D打印技术之一。该工艺方法以美国Sratasys公司开发的FDM制造系统应用最为广泛。该公司自1993年开发出第一台FDM1650机型后,先后推出了FDM2000、FDM3000、FDM8000及1998年推出的引人注目的FDM Quantum机型。FDMQuantum机型的最大造型体积达到600mm×500mm×600mm。国内的清华大学也较早地进行了FDM工艺商品化系统的研制工作,并推出熔融挤压制造设备MEM250等。

-
熔融沉积快速成型的基本原理
熔融沉积又叫熔丝沉积,它是将丝状的热熔性材料加热熔化,通过带有一个微细喷嘴的喷头挤喷出来。喷头可沿着X轴方向移动,而工作台则沿Y轴方向移动。如果热熔性材料的温度始终稍高于固化温度,而成型部分的温度稍低于固化温度,那么就能保证热熔性材料喷出喷嘴后,即与前一层面熔结在一起。一个层面沉积完成后,工作台按预定的增量下降一个层的厚度,再继续熔喷沉积,直至完成整个实体造型。熔融沉积制造工艺的具体过程如下图:
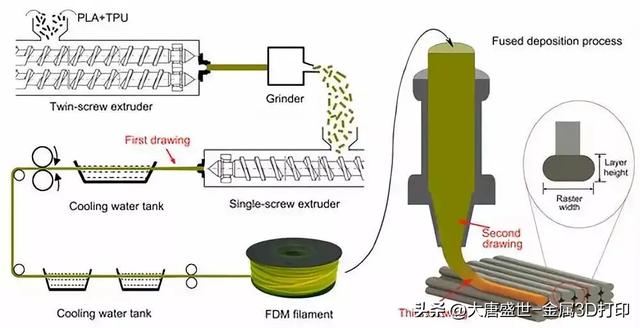
将实芯丝材原材料缠绕在供料棍上,由电机驱动棍子旋转,辊子和丝材之间的摩擦力便丝材向喷头的出口送进。在供料棍与喷头之间有一个导向套,导向套采用低摩擦材料制成,以便丝材能顺利、准确地由供料混送到喷头的内腔(最大送料速度为10~25mm/s,推荐速度为5~18mm/s)。喷头的前端有电阻丝式加热器,在其作用下,丝材被加热熔融(熔模铸造蜡丝的熔融温度为74℃,机加工蜡丝的熔融温度为96℃,聚烯烃树脂丝为106℃,聚酰胺丝为155℃,ABS塑料丝为270℃),然后通过出口(内径为0.25~1.32mm,随材料的种类和送料速度而定),涂覆至工作台上,并在冷却后形成界面轮廓。由于受结构的限制,加热器的功率不可能太大,因此丝材一般为熔点不太高的热塑性塑料或蜡。丝材熔融沉积的层厚随喷头的运动速度(最高速度为380mm/s)而变化,通常层厚为0.15~0.25mm。
熔融沉积快速成型工艺在原型制作时需要同时制作支撑,为了节省材料成本和提高沉积效率,新型FDM设备采用了双喷头。一个喷头用于沉积模型材料,一个喷头用于沉积支撑材料。一般来说,模型材料丝精细而且成本较高,沉积的效率也较低。而支撑材料丝较粗且成本较低,沉积的效率也较高。双喷头的优点除了沉积过程中具有较高的沉积效率和降低模型制作成本以外,还可以灵活地选择具有特殊性能的支撑材料,以便于后处理过程中支撑材料的去除,如水溶材料、低于模型材料熔点的热熔材料等。

FDM 3D打印技术主要的使用材料为ABS(Acylonitrile Butadiene Styrene,丙烯睛、丁二烯和苯乙烯的共聚物)和PLA(Polylactice Acid,生物降解塑料聚乳酸)。
(1)ABS塑料
ABS塑料具有优良的综合性能,其强度、柔韧性、机械加工性优异,并具有更高的耐温性,是工程机械零部件的优先塑料。
ABS塑料的缺点是在打印过程中会产生气味,而且由于ABS的冷收缩性,在打印过程中模型易与打印平板产生脱离。

(2)PLA塑料
PLA塑料是当前桌面式3D打印机使用最广泛的一种材料。PLA塑料是生物可降解材料,使用可再生的植物资源(如玉米)所提出的淀粉原料制成。
2.熔融沉积工艺的特点
FDM的优点是材料利用率高,可选材料种类多、工艺简洁,但成型精度更高、成型实物强度更高,并且可以彩色成型。其缺点是精度低,复杂构件不易制造,悬臂件需加支撑,而且成型后表面粗糙。该工艺适合于产品的概念建模及形状和功能测试,中等复杂程度的中小原型不适合制造大型零件。

(1)优点
1)系统构造原理和操作简单,维护成本低,系统运行安全。
2)可以使用无毒的原材料,设备系统可在办公环境中安装使用。
3)用蜡成型的零件原型,可以直接用于失蜡铸造。
4)可以成型任意复杂程度的零件,常用于成型具有很复杂的内腔、孔等零件。
5)原材料在成型过程中无化学变化,制件的翘曲变形小。
6)原材料利用率高,且材料寿命长。
7)支撑去除简单,无须化学清洗,分离容易。
(2)缺点
1)成型件的表面有较明显的条纹。
2)沿成型轴垂直方向的强度比较弱。
3)需要设计与制作支撑结构。
4)需要对整个截面进行扫描涂覆,成型时间较长。
5)原材料价格昂贵。
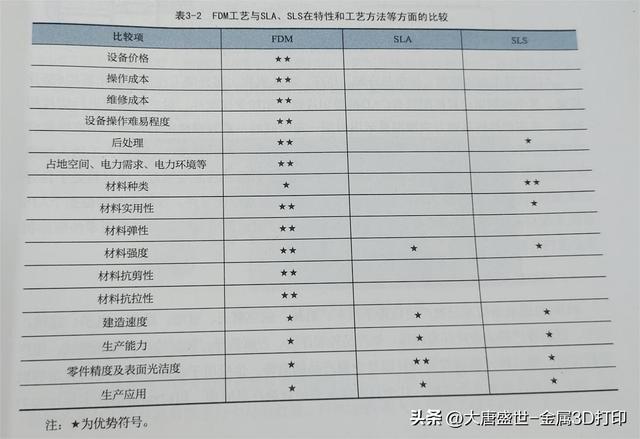
FDM工艺与SLA、SLS在特性和工艺方法等方面的比较见表。
3.气压式熔融沉积快速成型系统
气压式熔融沉积快速成型系统(Air-pressure Jet Solidification. AJS)的工作原理:被加热到一定温度的低粘性材料(如粉末 粘结剂的混合物)通过空气压缩机提供的压力由喷头挤出,涂覆于工作平台或前一沉积层之上。喷头按当前层的层面几何形状进行扫描堆积,实现逐层沉积凝固。工作台由计算机系统控制作X、Y、Z三维运动,可逐层制造三维实体和直接制造空间曲面。
AJS系统主要由控制、加热与冷却、挤压、喷头机构、可升降工作台及支架机构6部分组成。其中控制用计算机配置有CAD模型切片软件和加支撑软件,对三维模型进行切片和诊断,并在零件的高度方向模拟显示出每隔一定时间的一系列横截面的轮廓,加支撑软件对零件进行自动加支撑处理。数据处理完毕后,混合均匀的材料按一定比例人工送入加热室。加热室由电阻丝加热,经热电阻测温并由温度控制器使其温度恒定,使材料处于良好的熔融挤压状态,后经压力传感器测压后进行挤压,制造原型零件。控制系统能使整个AJS系统实现自动控制,其中包括气路的通断、喷头的喷射速度以及喷射量与原型零件整体制造速度的匹配等。

4.熔融沉积快速成型技术的应用
FDM快速成型技术已被广泛应用于汽车、机械、航空航天、家电、通信、电子、建筑、医学、玩具等产品的设计开发过程,如产品外观评估、方案选择、装配检查、功能测试、用户看样订货、塑料件开模前校验设计以及少量产品制造等,也应用于政府、大学及研究所等机构。用传统方法需要几个星期、几个月才能制造的复杂产品原型,用FDM成型法无须任何刀具和模具,很快便可完成。
(1)FDM在日本丰田公司的应用
丰田公司采用FDM工艺制作右侧镜支架和4个门把手的母模,通过快速模具技术制作产品而取代传统的CNC制模方式,使得2000 Avalon车型的制造成本显著降低,右侧镜支架模具成本降低20万美元,4个门把手模具成本降低30万美元。FDM工艺已经为丰田公司在轿车制造方面节省了约200万美元。
(2)FDM在美国快速原型制造公司的应用
从事模型制造的美国Rapid Models & Prototypes公司采用FDM工艺为生产厂商Laramie Toys制作了玩具水枪模型。借助FDM工艺制作该玩具水枪模型,通过将多个零件一体制作,减少了传统制作方式制作模型的部件数量,避免了焊接与螺纹连接等组装环节,显著提高了模型制作的效率。

(3)FDM在Mizuno公司的应用
Mizuno是世界上较大的综合性体育用品制造公司。1997年1月,Mizuno美国公司开发一套新的高尔夫球杆通常需要13个月的时间。FDM的应用大大缩短了这个过程,设计出的新高尔夫球头用FDM制作后,可以迅速地得到反馈意见并进行修,大大加快了造型阶段的设计验证,一旦设计定型,FDM最后制造出的ABS原型就可以作为加工基准在CNC机床上进行钢制母模的加工。新的高尔夫球杆整个开发周期在7个月内就全部完成,开发时间缩短了40%以上。目前,FDM快速原型技术已成为Mizumo美国公司在产品开发过程中起决定性作用的组成部分。
(4)FDM在韩国现代公司的应用
韩国现代汽车公司采用了美国Stratasys公司的FDM快速原型系统,用于检验设计、空气动力评估和功能测试。FDM系统在起亚的Spectra车型设计上得到了成功的应用,现代汽车公司自动技术部的首席工程师Tae Sun Byun说:空间的精确和稳定对设计检验来说是至关重要的,采用ABS工程塑料的FDM Maxum系统满足了两者的要求,在1382mm的长度上,其最大误差只有0.75mm。

实际上,FDM工艺的应用除了上述案例中提及的在汽车领域的应用外,在其他领域的应用也是十分广泛的。
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






