pcdmis自动测量里面的各项设置(PC-DMIS软件中T值的评价到底该怎么理解)

三坐标测量机是一种集机械、光学、电子、数控技术和计算机技术为一体的大型精密智能化仪器。它基于坐标测量原理,即将被测物体置于坐标测量机的测量空间,将各被测几何元素的测量转化为对这些几何元素上一些点集坐标位置的测量,获得被测物体上各测点的坐标位置,根据这些点的空间坐标值,经过数学运算,求出被测的几何尺寸、形状和位置.
在三坐标测量机PC—DMIS软件的位置真值评价中,有一“T值”评价的选项,也就是轮廓度中单点的误差评定。在我们检测工作中,该评价值是一个非常实用有效的选项,尽管在形位公差评定中没有该项定义和要求,但我们只要从原理上理解该选项的定义,就能很好地指导测量工作。
“T值”的数学原理

我们来讨论函数z=f(x,y)在一点P沿某一方向的变化率问题。


如图2所示,函数在某点的梯度是这样一个向量,它的方向与取得最大方向导数的方向一致,而它的模为方向导数的最大值,也就是这点增长最快的方向。

“T值”的工作原理“
T值”是一个梯度数值,它的方向与取得最大方向导数的方向一致,而它的模为方向导数的最大值。梯度等于函数在这个方向的方向导数,法线方向就是方向导数取得最大值的方向。这样对于每一点P(x,y,z),可以定出一个向量。
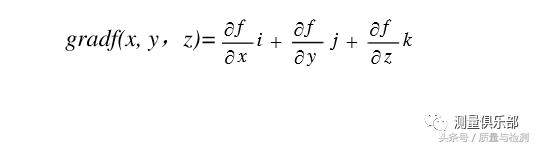
其中I、J、k为测量矢量.
“T值”的测量应用
“T值”在复杂曲面中有良好的应用效果,例如我们需要测量的是一椭圆形圆弧轨迹,这是一段劣弧,可用特征少且参数复杂,无法通过三坐标测量机直接测量,和参数评价。
鉴于曲面的特殊性,决定以三坐标测量机为测量基本设备,利用PC-DIMIS软件的数模功能进行测量点采集,完成采集点与理论点比较,进行工件误差评定评价时,评价坐标点的T偏差值。T—一为坐标点沿矢量方向的偏移量。如图2所示,图中的点为测量值,曲线为3D模型上的理论曲线。(在本工件中,其“ ”表示向工件中心方向偏移;“-”表示向外偏移。)
T值合理地反映曲面的轮廓变化趋势。它既验证了椭圆形状(椭圆长轴、短轴),同时也验证了曲面位置的正确性,所以T值是曲面形状和位置尺寸的综合反映.

测量中的T值就是通过梯度计算得到的,同理对于型面上的每一点都是有公差带的,由于每一点的矢量都是变化的,所以其公差也在变化的,且符合梯度的计算公式,如长轴、短轴的公差要求位 0.02m,则每一坐标点评价的公差为

我们要通过T值来判断曲面形状时,当测量点T值变化不规律时,就要考虑是否为位置误差造成的影响..
PC—DMIS软件中“T值”评价是一个综合性评价,它将形状偏差体现在点坐标值中,同时在它的偏差中,还包含着位置差异。在复在曲面加工中中,这一数值对于工艺修理,检验评定都是非常实用、方便灵活的一个参数.

免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






