铣削加工宏程序实例(立铣刀球头刀圆鼻铣刀)
对于凸半球和凹半球的加工宏程序,其实和倒圆角的加工编程很相似。这个实例中我们分别使用立铣刀、球头刀、圆鼻铣刀三种不同的刀具来对比编制一个凸半球的加工宏程序。案例中,我们只编制了精加工程序,先看下图纸:

图中我们可以看出,本例中需要在方形圆角方台上方的圆柱上,铣削球面半径为40的半球面。无论使用何种刀具进行加工,首先要明白加工的原理,对于这个例子就是刀具在不同深度,以不同半径环切整圆加工出球面,自变量是圆的参数方程的角度,分度越小,则表面质量越小,看下图:
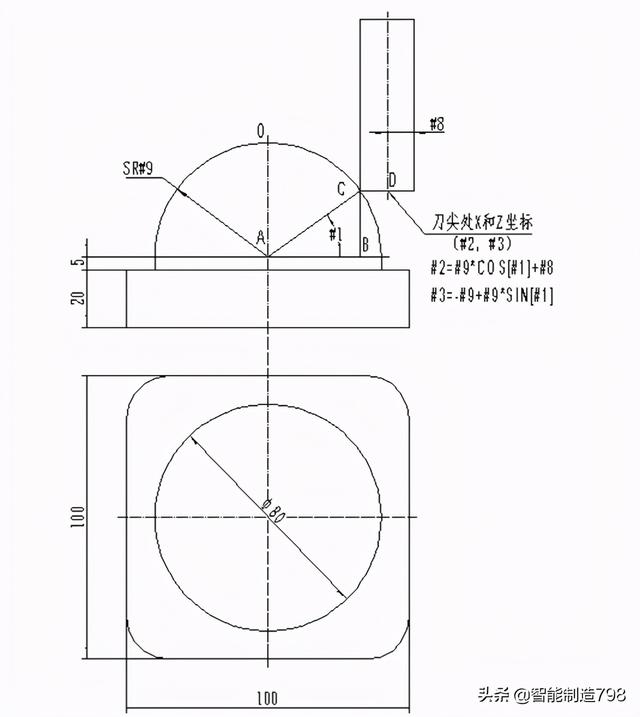
当刀具切在变量#1对应的位置时,要算出与#1对应的刀具中心的Z坐标和X坐标。这个例子中,上表面中心为坐标原点,则A点处坐标是X0Y0Z-#9,则B点X坐标是#9*COS[#1],那么刀具中心D点
X坐标为:#2=#9*COS[#1] #8
Z坐标为:#3=-#9 #9*SIN[#1]
立铣刀加工的宏程序:
G90G54G40G1Z100F1000M03S1500
G1X50Y0
Z5
#1=0
#8=5
#9=40
WHILE[#1LE90]DO1
#2=#9*COS[#1] #8
#3=-#9 #9*SIN[#1]
G1Z#3F500
G1X#2
G3I-#2
#1=#1 2
END1
G1Z5
END1
N20 G1Z5F200
Z100F1000
M5
M30
加工前毛坯状态:

仿真结果为:

可以看到加工出来曲面有棱角,因为立铣刀的刀尖所致。下面看下R4球刀的加工示意图:

可以看到,此时在计算刀具位置关系时,用到的三角函数的斜边是求半径和刀半径的和,算出来的X方向值直接就是刀轴的X,不用再加刀半径,但是算出来的刀心处的Z还要再减去刀具半径,才是刀尖的Z坐标,参考程序如下:
G90G54G40G1Z100F1000M03S1500
G1X50Y0
Z5
#1=0
#8=4
#9=40
#10=4
WHILE[#1LE90]DO1
#2=[#10 #9]*COS[#1]
#3=-#9 40*SIN[#1]-#10
G1Z#3F500
G1X#2
G3I-#2
#1=#1 2
END1
G1Z5
END1
N20 G1Z5F200
Z100F1000
M5
M30
仿真结果:

可以看出,此时球面的表面质量好于立铣刀加工的结果,如果要想得到更好的加工质量,可以使#1的递进步距更小些。接下来我们看一下圆鼻铣刀加工时如何编程,先看圆鼻铣刀倒圆角的示意图:

我们来分析一下,此时的刀具中心的坐标值和球刀时有何不同。如果单看D点,则X、Z坐标都相同,那么对于刀心处,我们可以看出Z向坐标值与球刀加工时相同,X方向多个刀具半径-刀具圆角的差值,编程如下:
G90G54G40G1Z100F1000M03S1500
G1X50Y0
Z5
#1=0
#8=6
#9=40
#10=2
WHILE[#1LE90]DO1
#2=[#9 #10]*COS[#1] [#8-#10]
#3=-#9 [#9 #10]*SIN[#1]-#10
G1Z#3F500
G1X#2
G3I-#2
#1=#1 2
END1
G1Z5
END1
N20 G1Z5F200
Z100F1000
M5
M30
仿真结果:

如果仔细看的话,可以看出,使用D12R2的圆鼻铣刀加工出来的球面表面质量比R4球刀加工的球面表面质量略差些,因为相同步距的情况下,圆角越大,残余高度越小。
如果是下面这个图把加工球面改成加工圆角:

此时,计算出来的水平长度要再加上圆柱半径-圆角半径,即#11-#9
通过这三个例子,希望对大家对不同刀具加工倒圆角及球面的程序有所帮助,后面我会再编写一个关于不同刀具倒斜角的综合说明文章。
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






