让生产管理更加高效(生产管理四生产效率管理)
生产效率,是指固定投入量下,制程的实际产出与最大产出两者间的比率。可反映出企业制程达成最大产出或是最佳营运服务的程度。亦可衡量经济个体在产出量、成本、收入,或是利润等目标下的绩效。
生产效率一般包括两类:一是劳动生产效率,指的是工人的劳动效率;二是设备生产效率,指的是机器设备的工作效率。这里重点介绍劳动生产效率,机器设备的工作效率将在TPM部分讲解。
各企业的生产效率管理各不相同,企业会根据公司所关注的内容进行设定,所以计算公式比较多,解释也五花八门。这里我们还是追本溯源,以最根本的生产效率定义来确认计算公式,具体如下:

标准工时,就是根据标准工时测算方法测算并最后决定的工时。
实际工时=总投入工时-转嫁工时;
总投入工时=实际生产工时 损失工时
损失工时——转嫁工时 非转嫁工时
转嫁工时——指的是非本部门或者本岗位因素所造成的浪费(如排程错误、订单不足、缺料等待、插单过多、停水停电、产品设计错误等原因所造成的工时浪费)。
非转嫁工时——部门内或者岗位因素造成的浪费(如领料不及时、作业人员技能不足、设备保养不足造成的故障、换型超时、产出不良等因素所造成的工时浪费)。
笔者曾接触过的一家制漆企业,该公司老板及总裁总是批评公司运营总监(该公司运营总监分管生产、设备、计划、仓储及客服部门),说其管理下的生产效率低下。经过笔者深入了解后发现,该公司生产过程中,其生产过程分为三段,投料-分散-研磨为生产部门进行,待研磨完成后便交给质量部门进行调色及检验,待质量部门调色、检验完成后又交还给生产部门进行灌装、包装。整个生产过程中,因配方不准确且调色作业未标准化,所以每批产品的调色时间和调色次数均不固定,最短需要2.5H,最长需要几十小时。从整个产品的生产周期来看,调色及检验周期占到了总周期的70%以上。所以在生产过程中,往往是生产人员将产品交给质量部去调色后,就不知道什么时间才能再还回生产人员进行罐包装,造成极大的等待浪费。
从过程分析来看,大部分的工时损失均在质量部,也就是我们前文所说的转嫁工时,那么老板及总裁天天批评运营总监对吗?这个运营总监比窦娥还冤。
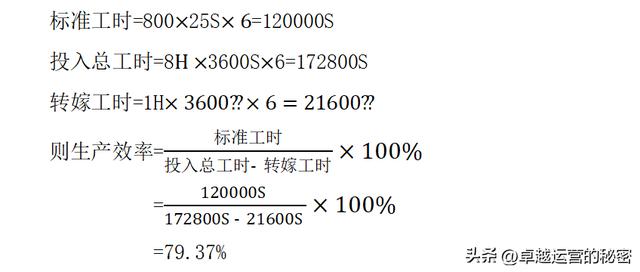
下面我们通过示例来说明生产效率如何计算:
例:有家公司的产品生产标准工时为25S,该公司共有该产品生产线6条;某天计划在8小时内共生产产品1200台。在生产过程中,因缺料等待1H,又因质量不良等原因,最终只生产出800台。那么该公司当天的生产效率是多少?
1. 实际生产效率跟踪确认
要想清楚的了解企业产线生产效率,并能根据生产效率结果进行针对性改善对策制定,那么就需要对生产效率数据持续不断的统计、确认分析。道理很简单,然而这么简单的事情,笔者接触过的一些企业竟然没有进行相应的统计,还有一部分企业虽然有数据统计,但也只仅仅是做了数据统计而已。因此,在这里还是有必要为大家建立相应的数据统计及效率跟踪确认的方法。

在数据统计时,可参考表5-7设计公司产品生产日报表,对各条生产线当日所有发生的数据进行统计,然后计算形成每日生产效率数据。
数据统计时,一定要对现场所有发生的问题及时间进行详实的记录,只有数据记录清楚、完整了,所计算出的生产效率才能更准确,对实际管理才能更有指导意义。
2. 生产效率改善
在实际生产过程中,无论是什么样的企业,多多少少都会存在生产效率的浪费现象,无论您的管理水平有多高,无论您的企业有多好,浪费都会存在,这是客观规律和客观事实,不会因为您是谁和您的企业是谁就会有所改变。不同的是,有些企业浪费的多,而有些企业浪费的少。作为管理者,我们的任务就是要将这些浪费减少到极致,并且不断的为之努力。
生产效率改善时,我们可以采用如图5-10所示工作改善四阶段法进行改善。

第一阶段:工作分解。
冤有头,债有主,泄露之处一定有窟窿!工作分解的目的是要将现行作业的实际状况,正确地、完整地加以记录,掌握与作业有关的所有事实。
因此,工作分解有两项重要工作,其一,就是要查找瓶颈工序(如果生产过程特别简单,每个工序都进行改善的话,这一步可以省略。但实际上大部分企业的生产过程还是比较复杂的,所以每次改善先从瓶颈工序开始,这样就比较有针对性)。其二,要对瓶颈工序的工作过程进行详尽的工作分解。
1) 瓶颈工序确认
瓶颈工序(Bottleneck Process)是指制约整条生产线产出量的那一部分工作步骤或工艺过程。 广义上瓶颈是指整个流程中制约产出的各种因素。 瓶颈工序(也叫关键工作中心)主要是针对生产流程来定义的,我们通常把一个流程中生产节拍最慢的环节叫做“瓶颈”。
查找瓶颈工序就是要对产线所有工序的工时进行统计分析,找到该产线工时最长的工序。查找瓶颈工序最常用的方法就是线平衡分析法。
线平衡全名生产线平衡,是指构成生产线的各工序加工时间的平衡状态。目的是希望各工序人员加工时间能够尽量保持平衡,从而减少和消除各工序之间的时间浪费。
线平衡分析就是生产线平衡状况分析。其目的是通过线平衡分析,找到生产工时浪费的源头,一个个进行改善,从而减少工时浪费。
i. 各工序工时统计
在线平衡分析之初,需要采用节拍时间统计表对各工序工时进行统计,具体统计表如表5-8所示。各公司也可根据公司实际状况自行设计。

i. 线平衡图分析
在统计完各工序工时数据后,就可以采用柱状图将各工序的工时状况进行可视化表示,这样,大家就可以快速的发现哪些工序是瓶颈工序,这就是我们要进行改善的点。如图5-21所示,就是某眉笔组装生产线线平衡分析表,从图上可以很容易就能发现,装按钮工序和全检装箱工序工时明显长于其它工序,实际生产过程中,将会造成其它工序的等待浪费,这就是我们要着重进行改善的瓶颈工序。

i. 线平衡率和线平衡损失率计算
线平衡率就是采用百分比来衡量生产线各工序时间平衡状况的一种方法。其计算方法是用各工序所需要的工时总和除以生产过程中各工序实际工时的总和。其公式如下:

线平衡损失率和线平衡率相对应,指生产线非作业时间占比。其计算方法就是采用全线非作业时间总和除以生产线各工序作业时间的总和。
其公式为:

1) 瓶颈工序工作分解
已经找到了生产线的瓶颈工序,那么接下来我们就要对瓶颈工序工作过程进行详细分解并记录。
在分解时,要将所有步骤进行详细记录,并且要分解到最小单元。作业过程中,所有的动作,包括每一项检查、每一个动作,每一个等待、包括人身体的转动等等都需要描写出来。在分解时可参考IE中的动作分析方法。分解越细致、越精确、越完整,就可以更多的发现问题,也能发现从未发现过的细节,这样,改善的必要性就越能显示出来,从而在后续的改善中,改善也越彻底。动作分解时,我们可以建立如表5-1所示的动作分解记录纸,详细记录每一项动作的时间等要素。

在动作分解时,如果涉及到有人机配合的状况,我们还可以采用TT时间组合票进行分解,这样更容易分析出人与设备之间的配合有无时间浪费,从而可以进行更好的改善。具体如表5-10所示。

第二阶段:就每个细目做核检。
在完成了工作工作分解后,该工序的每个动作以及每个动作所花费的时间就会一目了然。接下来就需要我们对每一个动作按照5W1H的方法进行一个个的分析。
• 为什么需要这样做(WHY)?
• 这样做的目的是什么(WHAT)?
• 在什么地方进行最好(WHERE)?
• 应该在什么时候做(WHEN)?
• 什么人最适合去做(WHO)?
• 要用什么方法做最好(HOW)?
任何改善能否成功,最主要的是依赖于发现问题及解决问题的能力。所以在分析过程中,要针对每一个细目都要进行仔细的分析,并且分析时必须按照顺序一个个进行,对一个细目分析完成后,再对下一个细目进行分析。这样做的目的是确保能够发现所有的问题点和可改善点。后续改善工作的所有数据将从这些分析的内容中获得。
在针对不能确定的问题点,还可以采用5why分析法,对其进行深入分析,确保分析彻底,深入。
在分析后,如果发现该细目是必要的且没有任何疑问,那么就不需要在表上进行的5W栏进行填写;如果发现的细目是无必要的,或者是可以改善的,那么就需要在对应的栏目里进行打勾,并在后面的How栏里填写新的构想。
第三阶段:展开新方法。
在第二阶段分析的基础上,我们就要对存在问题的或者可改善的点制定相应的新的工作方法。其常用的方法就是采用ECRS(删除、合并、重组、简化)原则进行改善。这里要特别注意的是,在改善时,一定要注意按照删除、合并、重组、简化的顺序进行,不可打乱顺序。各问题点所对应的改善方法如图5-22所示。

其改善的目的如下表所示。

第四阶段:实施新方法。
该阶段的工作内容就是将第三阶段所确定的新的工作方法进行实施。但是实施的话并不是一个人就能决定的,必须要取得上司的认可,取得相关部门的同意,还有要让下属能够完全理解并执行。所以,该阶段重点工作有以下内容:
Ø 采用改善提案详细描写改善内容,并呈交上司,取得上司支持;
Ø 与相关部门进行沟通,取得相关部门的理解和配合;
Ø 对下属进行培训,确保其理解并能认真执行;
Ø 在做好以上工作后就要立即实施新方案;
Ø 最后,在方案实施后,对相应的人员进行激励,以鼓励人员进行更多的改善和创新。
当然,以上只是针对瓶颈工序的一种改善方法,针对较为复杂的效率改善内容,还可以采用PDCA十步法进行改善。
个别改善十步法具体实施步骤如图5-23所示。

本文重点讲述工作逻辑关系,所以PDCA十步法具体如何做,该工具如何使用,本文就不再赘述,读者可以自行查找相关资料进行学习。
未完,待续……
下期为大家讲解生产性管理方法……
欢迎点赞、评论、分享!
如果你想长期观看,动动手指,点击 「链接」 并关注,后续不迷路!
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






