钣金下料成本构成表(钣金加工下料篇)
钣金加工:
钣金加工是针对金属薄板 (通常在6mm以下)的一种综合冷加工工艺,包括剪切、冲裁、切割,成型、折弯,,钻孔攻牙,沉孔,焊接,铆接,模具成型及表面处理,丝印,装配等。其显著的特征就是同一零件厚度一致。
钣金加工方法
1.非模具加工:通过数控冲床 、激光切割机、切管机、剪板机、折弯机、钻床、攻牙机、铆钉机、拉铆枪、焊接机、喷涂线、电镀线等设备对饭金进行加工的工艺方式,一般用于样品制作或小批量生产,成本较高。
2.模具加工:通过固定的模具,对饭金进行加工一般有下料模,成型模,主要用于大批量生产,成本较低。但是产品复杂、大模具难度系数和前期费用较高。
钣金的下料方式主要有 数控冲床、剪板机、激光切割/切管机、 锯床、冲压模具下料等,1996-2012年一般以数控冲床下料为主。因为当时激光切割价格比较贵基本都是进口设备。2012年以后光纤激光引入国内,国产激光得以发展,16年以后国产激光盛行,价格逐渐开始便宜,目前钣金厂下料基本以激光切割为主,数控冲床为辅的下料模式,主要是激光切割下料的优点如下:
1.不需要模具 主要指异形下料。
2.下料快,数冲还需要编程,调模。
3.节约材料。
4.小批量加工。
数控冲床的优点:
1.可以做成型。
2.产品孔特别多的,网孔。
3.批量大的。
4.成本低。
剪板机下料 一般用于分料 其次是精度要求不高的产品。
普通冲床下料的优点:
1.大批量。
2.成本低。
3.产品一致性好。
下料设备的加工精度:
数控冲床的加工精度一般可达到±0.1mm,激光切割的加工精度一般可达到±0.05mm,剪板机的加工精度一般可达到±2mm, 喷涂冲床的加工精度一般可达到±0.05mm。
下料设备加工的厚度及注意事项:
1.数控冲床一般可加工板材厚度按照材质分类
铁板厚度:0.6—3.2mm以下。
铝板厚度:0.8—4.0mm以下。
不锈钢板:0.6—2.0mm以下。
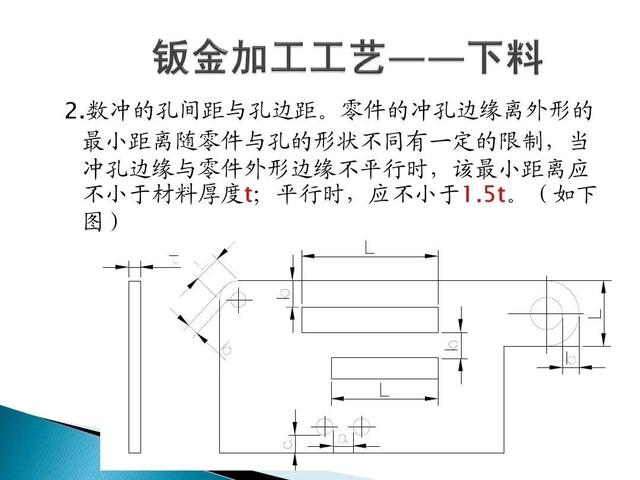
数控冲床加工2孔之间距离 必须大于板厚 ,加工孔径必须等于或大于板厚。
激光切割机加工板材厚度一般根据激光切割机的功率来决定。一般在大功率的激光切割机可以切割到30mm厚度的钢板。
剪板机加工厚度依据剪板机吨位和剪切力来选择一般情况下只剪3mm以下板材,加工注意不同板厚要调不同的间隙
普通冲床加工板厚依据冲床吨位的剪切力来选择。




免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com