fanuc机器人实操(FANUC机器人操作说明书)

FANUC 操作说明书-Robot概要



示教操作盘

与菜单相关的键控开关


与JOG相关的键控开关
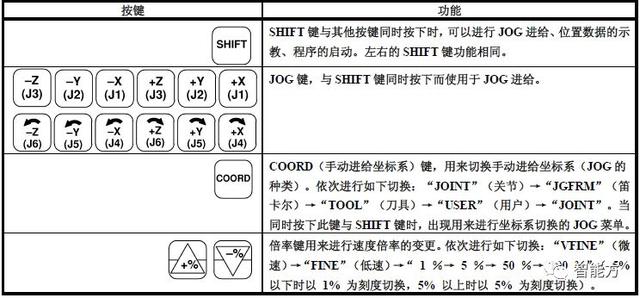
与执行相关的键控开关


Robot坐标系


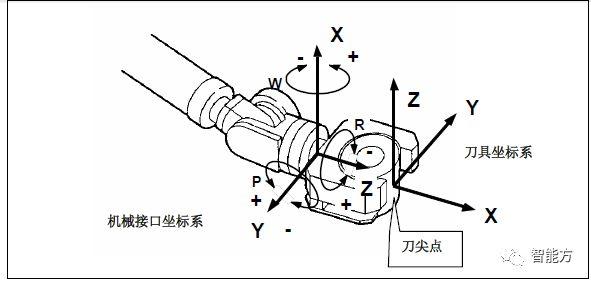
刀具坐标系
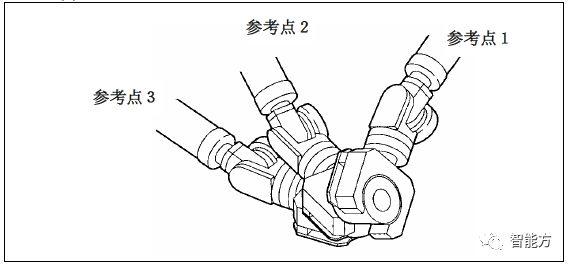

TCP自定义设定步骤
1. 按下MENUS键,显示出画面菜单。
2. 选择“6 SETUP”(6设定)。
3. 按下f1 “TYPE”(画面),显示画面切换菜单。
4. 选择“Frames”(坐标系)。
5. 按下F3“OTHER”(坐标)。
6. 选择“Tool Frame”(刀具坐标)。出现刀具坐标系一览画面。
7. 将光标指向将要设定的刀具坐标号码所在行。
8. 按下F3“DETAIL”(详细)。出现所选的坐标系编号的刀具坐标系设定画面。
9. 按下F2“METHOD”(方法)
10. 选择(3点、6点)
11. 要收入注解
12. 要记录各参考点
a 将光标移到各参考点。
b 在JOG方式下将机器人移动到应用进行记录的点。
c 在按住SHIFT键的同时,按下F5“RECORD”(位置记录)
d 所有参考点都进行示教后,显示“USED”(计算完成)。
13. 要将所设定的刀具坐标系作为当前有效的刀具坐标系来所有,按下F5“SETND”(切换),并输入坐标系编码。
Robot程序创建
记录程序
记录程序录时,创建一个新的空程序。
设定程序详细信息
设定程序详细信息时,设定程序的属性。
修改标准指令语句
修改标准指令语句时,重新设定动作指令的示教时要使用的标准指令。
示教动作指令
示教动作指令时,对动作指令和动作附加指令进行示教。
示教控制指令
示教控制指令时,对对码垛指令和控制指令进行示教。
程序的创建或修改,通过示教操作盘进行操作。要通过示教盘进行程序创建或修改,通常情况下示教器应设定在有效状态。
记录程序
记录程序时 ,输入程序名,记录程序。程序名由8个字符以下的英文数字、机构等构成,必须与其他程序分开来。
输入程序名
输入程序名的方法有3种。Words(字) 一最多可5个预约可以作为程序名的7个字符以下的字(PRG.MAIN.SUB.和TEST).
Upper case或lower case(字母) 可以组合26个英字符母赋予程序名。可以与任意的数字、记号组合使用。注:程序名中不可使用星号“*”以及“@”。程序名的开头不可使用数字。
设定程序详细信息
• 程序详细信息,在程序详细画面设定。
• 程序名
• 副类型
• 注解-可在程序中输入注解。注解最多可以输入16个字符,与可以在程序名中字符相同。注解输入与否都无关紧要。
• 运动组-指定在程序中进行控制的动作组。也进行没有动作组的设定。
• 写保护-禁止对程序进行修改
Robot动作指令

要进行动作指令的示教,按下F1~F5键,选择标准动作指令语句进行。





旋转动作是使用直线动作,使焊枪的姿势从开始点到结束点以枪尖点位中心旋转的一种方法。将开始点和目标点的姿势分割后对移动中的焊枪姿势进行控制。此时,移动速度以deg/sec予以指定。移动轨迹(枪尖点移动的情况下)通过线性方式进行控制。
旋转动作



Robot焊接指令
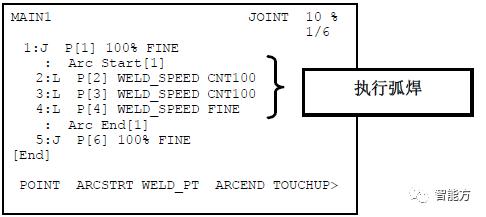
焊接指令是向机器人指示何时,怎样进行弧焊的指令,在执行弧焊开始和弧焊结束指令之间所示教的动作指令过程中进行弧焊。
• 弧焊开始指令 —指令开始进行弧焊。
• 弧焊结束指令 —指令完成弧焊。



注:在电弧开始指令中,焊接条件的处理时间可以忽略不计。
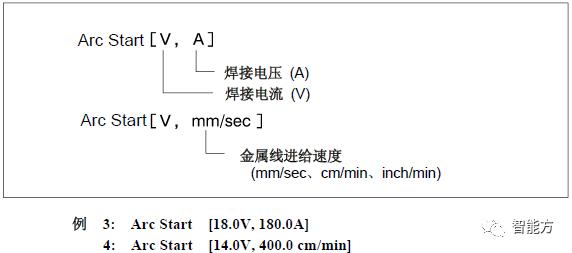
Arc Start [V,A…]
Arc Start [V,A…]指令是在进行弧焊时条件,也即在tp程序中直接指定焊接电流和电压或金属线进给速度后开始焊接。使指定的条件种类和数量根据焊接装置种类的设定、模拟输入输出信号数量的设定和选项加以改变。

Arc End [V,A,sec]
Arc End [V,A,sec]指令是完成弧焊时进行的焊口处理条件,也即直接指定焊口处理电压、焊口处理电流和焊口处理时间后进行焊口处理的指令。所指定的条件种类和数量根据焊接装置种类的设定、模拟输入输出信号数量的设定和选项加以改变

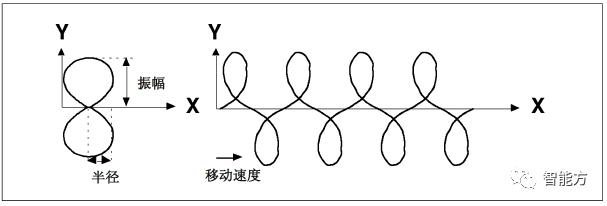
Robot横摆指令
横摆指令是使机器人执行横摆的指令。横摆指令有以下种类的指令。
• Weave(模式)[i](摆动(模式)指令
• Weave(模式)[Hz,mm,sec,sec]指令
• Weave End(摆动结束)指令
• Weave End[i](摆动结束) 指令
使用横摆指令时,必须指定横摆模式。
SIN型横摆

圆形横摆

8字型横摆
Weave(模式)[i]
Weave(模式) [i] 指令,是根据预先设定好的横摆条件,以指定模式开始横摆的指令。

Weave(模式)
[Hz,mm,sec,sec]
Weave(模式) [Hz,mm,sec,sec]指令,直接指定进行横摆的条件即频率、振幅、左右停止时间后开始横摆。

Weave End
Weave End指令,结束执行过程中的所有横摆。

Robot接触式传感器功能
接触式传感器功能,是在对象工件的位置偏离时,为补偿该偏离而自动地变更机器人路径的一种功能。接触式传感器功能基本上由以下功能构成
• 使用预先设定的接近速度、接近方向数据,使接触传感器部分(TCP)向着对象工件移动。
• 使用数字输入信号,检测机器人(TCP)接触到对象工件的事实。
• 将已找到的对象工件的绝对位置或距离原位置的偏置存储在位置寄存器中(PR).
• 使用已存储的绝对维修信息或偏置信息,使机器人移动到当前的对象工件位置。要使用接触式传感器功能,进行如下设定。
• 应尽量正确设定机器人TCP。
• 设置接触式传感器电路(硬件),是用来检测机器人(TCP)接触到对象工件的事实,并通过数字信号进行输入的电路。
• 设定接近对象工件的方法,并设定存储所获取的位置信息方式。
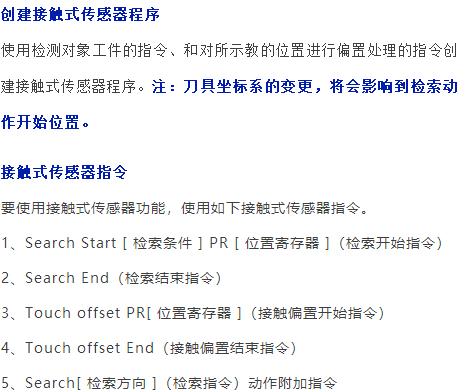
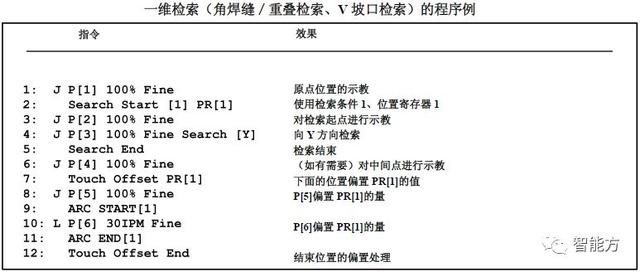
使用接触传感器功能的程序例
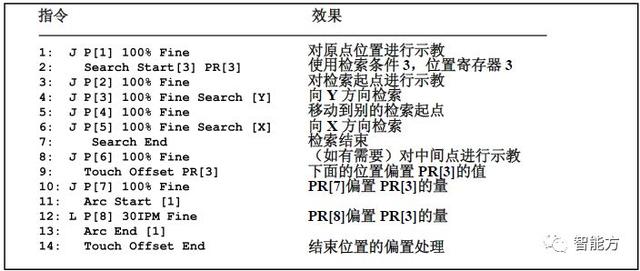
通过检索动作找出对象工件,并将已经找到的绝对位置或者偏置储存在位置寄存器中,检索动作使用如下信息。
· 接触式传感器坐标系
· 检索模式
· 接触式传感器条件
接触式传感器坐标系,设定检索动作的方向。编程检索动作,使其实际上在所选的接触式传感器坐标系上沿X、Y、Z方向动作。
设定接触式传感器坐标系
1、按下MENUS(菜单)键
2、选择SETUP(设置)

3、按下F1 TYPE(类型)

4、选择接触式传感器坐标系
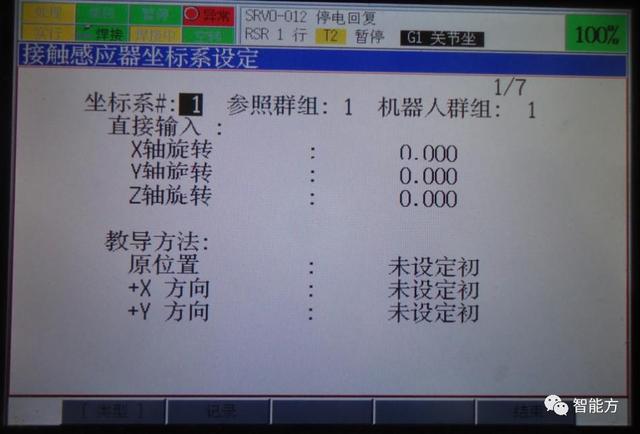
6、光标移至“参照群组”输入参照群组编号,按下ENTER键
7、光标移至“机器人群组”输入机器人组编号,按下ENTER键
8、定义接触传感器坐标系原点。移动光标至:“原位置”,移动机器人TCP到所期望的起点(原位置),按下F2(记录)。
9、定义 X方向,移动光标至“ X”,使机器人的TCP点沿着接触传感器坐标系 X轴,移动到对象工件的检索方向的适当点。按下F2(记录)。
10、定义 Y方向,移动光标至“ Y”,使机器人的TCP点沿着接触传感器坐标系 X轴,移动到对象工件的检索方向的适当点。按下F2(记录)。
11、按下F5“结束”结束坐标系定义。
注:请勿忘记“结束”操作,如果懈怠该操作,就无法定义坐标系。
检索模式及有效的检索类型
检索模式,决定存储的位置寄存器中信息格式。信息格式中有绝对位置和偏置量,在接触式传感器条件中,按照所使用的检索模式和参照组,决定以哪种格式来存储,检索模式有如下4种:
· 简易检索
· 角焊缝/重叠检索
· V破口检索
· 外径/内径检索
检索类型分为:1-D 、2-D、3-D、1D 旋转、2-D 旋转、3-D 旋转。
检索模式及有效检索类型对照表

接触传感器条件
在接触式传感器条件中,设定检索动作的动作条件。提供有32个接触式传感器条件。接触传感器条件画面,在数据画面中,由一览画面和详细画面构成。
接触式传感器详细画面的条件





1、按下“DADT”(数据)键。
2、按下F1“TYPE”(类型)。
3、选择“Touch Sched”(接触条件)。

4、选择需要编辑的条件号码,按下F2(细节)。得到如下所示的画面。

5、将各条件项目设定为所期望值。

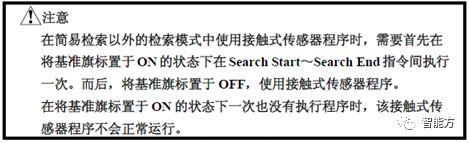
执行接触式传感器时,请按照如下步骤进行。
在角焊缝/重叠检索。V破口检索、外径/内径检索中,有关所有的检索动作,需要在一开始预先记录基准位置。
1、将由Search Start指令所指定的接触式传感器条件中的基准标签置为ON。
2、为确定所有的检索动作的基准位置,请先执行所有的检索动作。
3、执行完检索动作后,将已经在ON的基准标签置为OFF。
修正接触式传感器机器人位置
要修正在程序中的示教位置数据时,按下F5“点修正”键。在接触式传感器动作时(从Touch Offset 接触偏置开始到Touch Offset End接触偏置结束期间)进行位置修正时,新的位置信息将被添加到绝对焊接位置偏置信息中。

步骤
1、执行Search Start指令和Search End指令,将偏置量存储在位置寄存器中(PR)
2、执行Touch Offset指令行。

4、在JOG方式下运行机器人,进行位置 修正。
5、修正从Touch Offset起到Touch Offset End期间的位置修正所需的位置。
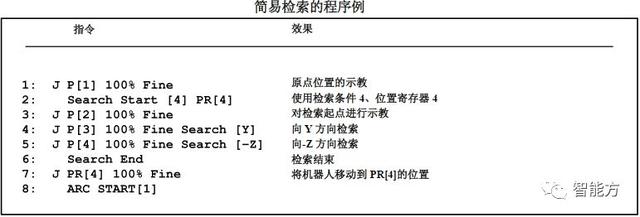
程序例

▪ 基准标签可以始终为OFF。
▪ 存储在位置寄存器中的位置是绝对位置。
▪ 不使用Touch Offset指令

免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






