数控铣削轮廓倒角的方法(倒角刀倒角铣削退刀槽)
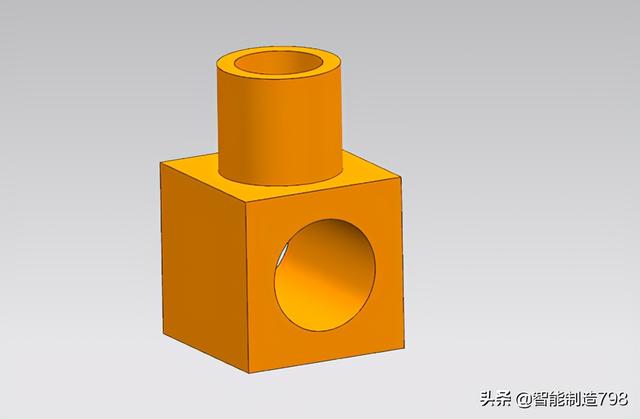
在这个实例中,我们来学习一下如何编制铣削螺纹的宏程序。同时也要学习倒角刀倒角, T形槽刀铣削退刀槽的程序编制。零件图如下所示:

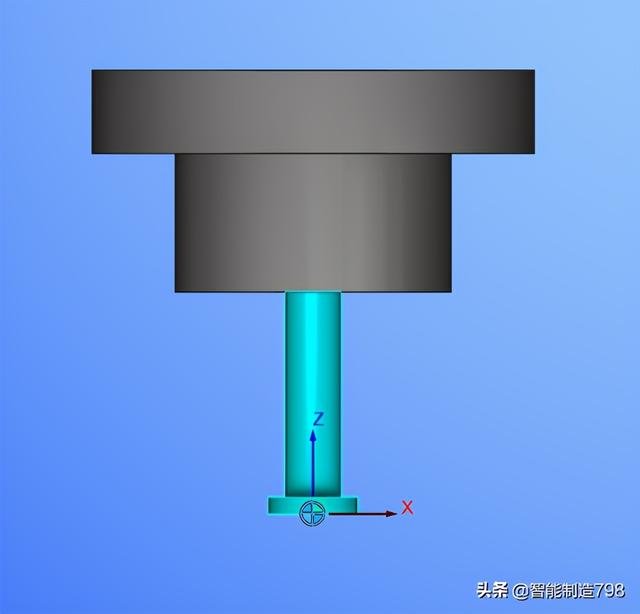
三维毛坯如下所示
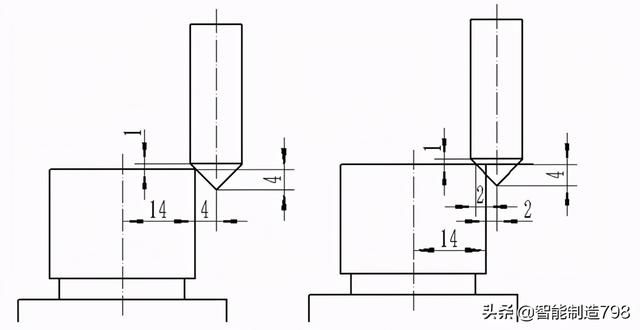
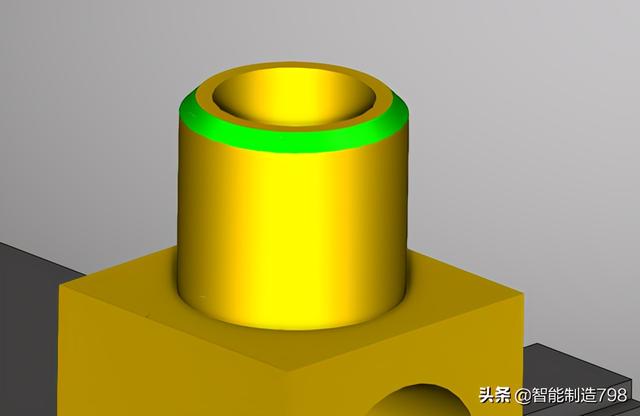
首先来编制工件上端圆柱外圆倒角C2,看下面倒角示意图。我们使用90度倒角刀的刃的中间一段进行倒角加工,先看左边的图,假设刀具刀尖在Z-4深度,则刀刃露出工件上表面的高度是1mm,如果刀刃恰好挨着工件边缘,此时刀具中心轴线距离圆柱轴线距离18。如果再向轴线靠近2mm,看右图,此时刀具轴线与圆柱轴线间距离为16,这个数值就是不加刀补时,倒此C角时的整圆半径。
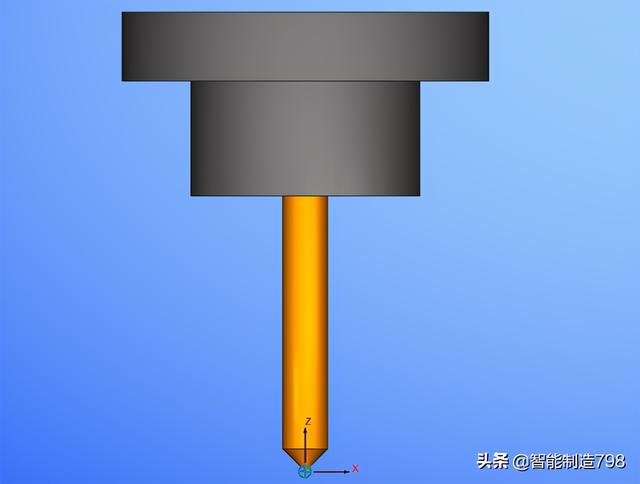
倒角刀形状如下:
倒角程序如下:
G90G54G40G1Z100F1000M03S1500
G1X35Y0
Z5
G1Z-4F50
G1X16F300
G2I-16
G1X35
G1Z5F200
Z100F1000
M5
M30
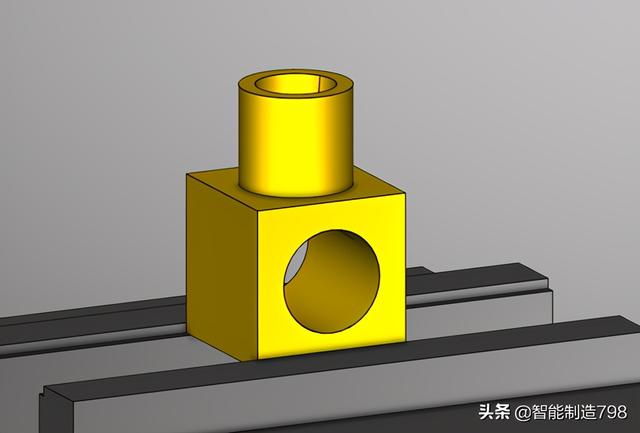
毛坯装夹如下所示
程序仿真结果
再来看外螺纹退刀槽如何加工。刀具形状如下图示,大端直径16,刀杆直径10,厚度4
加工程序:
G90G54G40G1Z100F1000M03S1500
G1X35Y0
Z5
G1Z-25F50
G1G41X12D1F300
G2I-12
G1G40X35
G1Z5F200
Z100F1000
M5
M30
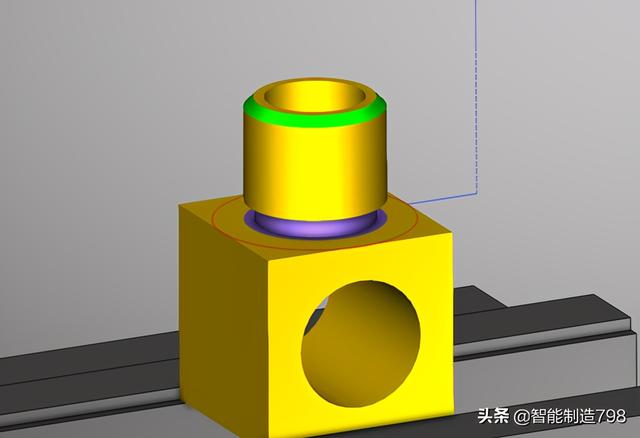
上面这个程序使用了刀补,所以按照槽底实际尺寸编程。下刀时注意不要和工件干涉。仿真结果看下图

刀具轨迹如下:
最后来编制螺纹加工的宏程序,螺纹从工件上表面一个螺纹的高度开始下切,使用G02圆弧加工指令,圆弧指令按整圆编写,每一圈Z向同时下切一个螺距1.5,最后切至退刀槽范围1.5深度。#1为刀具回转半径 螺纹大径-牙深,可以根据实际情况试切,在真正加工时也可以分层多次走刀完成螺纹切削,这时就要使#1由大至小编程,试切时,越到最后切削量要越小,直到使用螺纹环规检测合格为止。
刀具形状

参考程序如下:
G90G54G40G1Z100F1000M03S1500
G0X40Y0
Z1.5
#1=22.8
#2=1.5
G1X#1F300
WHILE[#2GE-22.5]DO1
G2I-#1Z#2F1000
#2=#2-1.5
END1
G1X40
G1Z5F200
Z100F1000
M5
M30
刀具轨迹如下图示:

仿真加工结果如下:
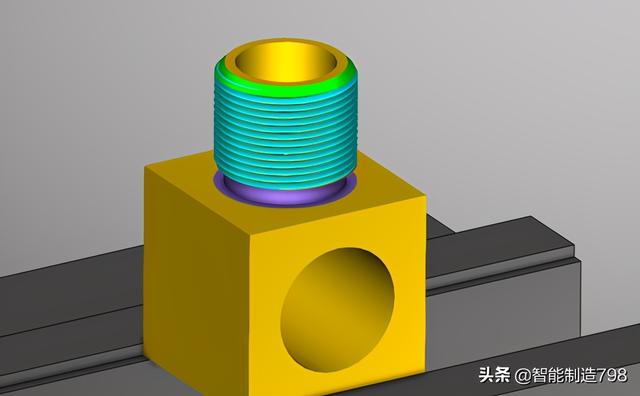
在第一张图中可以看到方形圆孔中还有一个内部的圆环槽,铣削方法和外沟槽相似,大家可以自己编一下。
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






