枪钻基本材料(枪钻的简要介绍)
在机加行业,钻头钻孔孔深达到或超过15×D时我们就称为深孔加工了,枪钻能加工甚至更深的孔.枪钻加工的孔有更高的表面光洁度,同轴度和直线度.
近年来,带内冷的钻孔刀具越来越普及.冷却液也能及时有效地被输送到被加工部位.这大大提高了钻头,丝锥等刀具的寿命,降低了崩刃和断刀的概率.目前市场上的内冷刀具都能使用较高压力故也能加工较深的孔.枪钻可在加工中心,车床等设备上使用. 该工艺在机加行业也已越来越普及.
注!!!所有的枪钻在加工过程中必须要有支引导孔或钻套支撑。枪钻在没有支撑的情况下不能全速旋转。
在普通机床上使用枪钻

在普通设备上使用枪钻的步骤为:
•引导孔的加工(公差H8).低转速快进给地进入到引导孔内,一般n=200rev./min, F=500mm/min. 钻深超过40XD时,要求枪钻反转进入引导孔。
•打开冷却液同时提升转速.
•按照正常的切削参数一次性加工到要求深度.
•加工到预定深度后关闭冷却液.
•停转并快速退刀.
建议:
• 在加工深度超过40×D时我们推荐用两支或更多枪钻由浅到深来加工
•枪钻长度超过40×D时,要求枪钻反转进入引导孔.
•在加工长屑材料时我们建议选用排屑槽抛光的枪钻.
•单刃枪钻加工长屑铝时我们建议选用平头(180°)带冷却倒角的头部形式.
• 加工Si含量<1%的铝合金,如,分段提速,最终速度Vc>160m/min.另外,要求约3XD的预钻孔。
在专机上使用枪钻

单刃枪钻的精度
基本公差
单刃枪钻加工的孔能达到一个较紧的基本公差,因其切削刃不对称,加工时的径向切削力只能通过侧面支撑条的反作用力而抵消,而不象麻花钻径向切削力几乎为零故而易导致孔径偏大

直线度
因为焊硬质合金枪钻是把高精度的硬质合金头部焊在韧性极好的钢管上,故孔能达到一很高的直线度.然而,工件材料及其它不利因素都会影响到孔的精度.

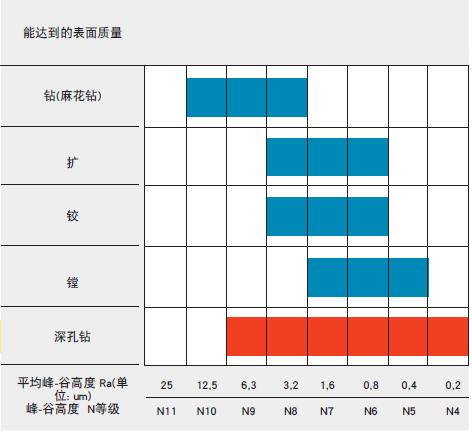
表面质量
加工时的径向切削力通过支撑导条而作用在孔壁,可使孔表面因挤压作用而更加光亮.故支撑导条和孔壁之间的润滑就非常重要.润滑越好,孔表面光洁度就越高.
同轴度
例如当用麻花钻加工孔时,钻尖的修磨质量(对称性)直接影响着孔的同轴度.而单刃枪钻其不对称的径向切削力,使侧面支撑导条始终紧贴在孔表面,从而确保能达到很高的孔的同轴度.

孔直线度偏差

免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com