冲压模具设计的基本流程(冲压模具设计基础资料)
冲孔模和连续模的结构结构基本相同,只是其中的工模零件和冲压方式不同。冲孔模属于单工序模其送料方式和连续模的自动送料方式是完全不同的;其定位的方式和连续模的定位方式也是不同的。
下图:冲孔模
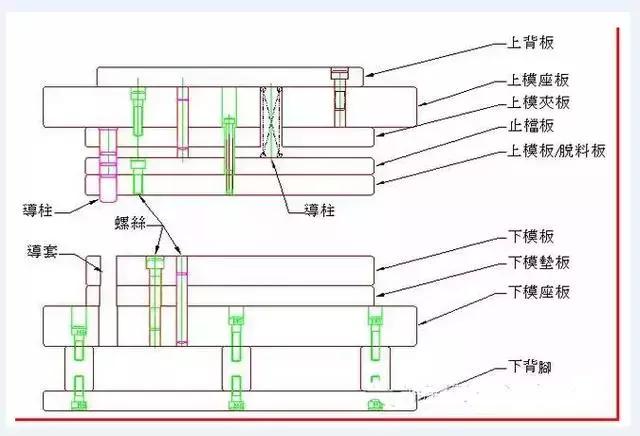
在冲孔模中上模座、上垫板的功用和在复合模中的作用是一样的。从下图中的冲孔模结构图中可以看出导柱是正装的。固定冲头、弹簧、上模座而且这里要加一项固定导柱。导柱在此板加工的方式是割,单边 0.005,起割。
上脱料板的功用和复合模的内脱料板的功用是一样的。起保护冲头、脱料、压料作用的作用。
下模板的功用:和冲头相互作用冲剪出产品所要求的孔或形状。如拉伸、打凸、半剪、冲孔或切边。
下垫板的功用:加大下模板的强度,防止入块(镶件)入侵下模座。此板一般用CR12料或45#的;且要热处理。热理的度数一般是45°-52°。有的公司为了以后产品设变修模时易加工也会不热处理,但这种做法不提倡,因为这样不能起到防止入块下陷的作用。下模座的功用是和复合模的功用一样的。
模柄①:
用于装吊上模,在冲压时模柄被装在冲床上工作台中夹紧。有的模柄不用螺丝②来锁在中模座上,而是模柄自带牙即模柄的端部的牙来替带螺丝②。安装模柄后在冲压时一般不用再安装压板;此时的螺丝所承受的力是整个上模的重力和分模时所带来的摩擦力,所以所用的螺丝强度一定要够。大的模具因为自身重量和强度等原因,所以不用模柄。
塞打螺丝③
塞打螺丝也称吊钉、外螺纹卸料螺栓。其功用是和套筒螺丝组件的作用是一样的。但卸料螺丝的加工是以标准件的方式加工的,全长公差要求的比较严格,这样便保证了整个模具模板的平行度;它的长度进制是以5.0为单位的,全长公差可以达到±0.05,所以精度方面相对等高套筒的要高
下图:塞打螺丝(等高螺丝)

下表:等高螺丝的尺寸
D
A
B
C
E
F
MXP
6.5
10
4
2.5
5
9
M5X0.8
8
13
5
3
6
9
M6X1.0
10
16
6
4
8
12
M8X1.25
13
18
8
5
10
16
M10X1.5
16
24
10
7
14
18
M12X1.75
20
27
14
9
18
24
M16X2.0
25
33
17
11
19
30
M20X2.5
由上图和上表可以看出,上脱料板为正面攻牙;上夹板钻螺杆过孔,其孔径是D 2(也可D 1);上垫板钻螺帽过孔,孔径为A 2;上模座钻螺帽避位孔,孔径A 2.有时根据模具的需要,塞打螺丝会在上模座上沉头.
合模销④:
合模销在此是用来防止上模各模板的横向移动,保证在冲压时模板不会因错位而造成冲头的折断.
螺丝⑤:
紧固上模各板.
A冲⑥:
冲头⑥和下模板⒀相互作用冲出产品所要孔的孔径。圆形冲头因外形、刃口等的不同,通常有A冲、B冲、T冲、K冲。为了设计加工的方便和加工期的宿短,这些都有标准件。也可订做非标准件。
弹簧⑦:
在此的作用是用来压料、脱料的。(矩形弹簧)
导柱⑧:
导柱在这里除了导正上下模,便于合模之外,还有一个导正脱料板和上夹板保护冲头的作用。
下模螺丝⑨:
紧固下模各板。
顶料销组件⑩⑾⑿:
顶料销组件有顶料销⑩、弹簧⑾、止符螺丝⑿组成。顶料销也称浮料销,十字销(因其外形而定义的)等。功用是顶料脱料.
顶料销在下模板的加工方式是钻出,这种加工方式是因为它的功用是顶料脱料要求精度不高。但有时会因为位置大小的关系,会线割出。
在下垫板的弹簧孔加工方式也钻出。顶料销的肩部直径D1是D 2,所以下垫板和下模座的孔径为料销的杆径D 3。下模座的底部要注意的是止符螺丝的反面攻牙及攻牙深度。
止符螺丝也称无头螺丝、基米螺丝、螺塞等。止符螺丝的规格较多;长型、短型、粗牙、细牙等。在安装短型时要注意:其尺寸太短,螺纹数也较少,就要注意加在螺丝上的负载力及螺纹孔加工的板材的材质。在习惯上各个公司不同,但用细牙止符螺丝的公司比较多。在同等长度下细牙的牙数多,负载力就大一些;细牙的调整性好;另外细牙的自锁性好是非常适合止符螺丝的功能特性。
顶料销所用的弹簧一般是螺旋圆线弹簧,也有用扁线弹簧即矩形弹簧。这里所用的扁线弹簧是一种轻负荷的黄色和蓝色弹簧,但较少用;因为弹簧力太大在冲压时会造成冲压件(产品)上有压痕。矩形弹簧在上面已有介绍这里不再重复,只来说明螺旋圆线弹簧。螺旋圆线弹簧的特性是以内径为基准,内径不会因负载的变化而改变。圆线弹簧的规格有三个要素:线径、外径、长度。线径是指螺旋圆线弹簧线性截面的直径。外径是指弹簧的外径。长度是指弹簧的长度,一般是100mm至300mm在安装时截断.圆线弹簧的压缩比即行程很长,使用寿命大约100万次.
垫脚螺丝⒁⒃:
用来锁紧上下垫脚.规格M10或M12两种.
合模销⒂:
防止下模各板发生横向移动、错位,而产生的铲刀口、打暴模等情况发生。
为了降低成本、提高生产效率,以追求利润和竞争力越来越多的公司开始缩短模具开发周期,使用连续模来冲压。这样就减少了冲压中的人工和机台的损耗,另一方面就形成了模具的工艺性要求较高,加工难度大,但总不会脱离五金冲压模具的设计宗旨:简单、便宜、好用。本公司在连续模的加工主要是上下模座,而内模板的加工只涉及到牙孔、沉头、弹簧孔、避位槽、穿线孔等。若了解了模具的结构和功用,在加工中就简单了。
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






