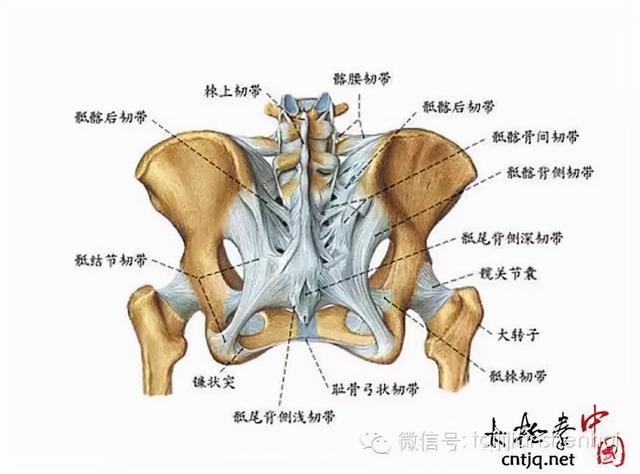
二保焊平焊单面焊和双面焊示意图 二保焊那个单面焊双面成形
▲点击上方蓝字关注,中国最美焊接人
依然是蓝领精英俱乐部焊培的刘教练操刀。。。


单面焊双面成形技术是手工二保焊操作技术中难度较大的一种。焊接电流、焊接电压选择焊接电流大小选择恰当与否直接影响焊接的最终质量。

电流电压




蓝领焊培快手直播现场


底部

焊接电流大,可提高生产率,并使熔深增加,但易出现咬边、焊穿、增加焊件变形和金属飞溅量,也会增大气孔倾向。在立焊操作时熔池难以控制,易出现焊瘤。焊接电流小,使电弧不稳,熔透深度减小,易出现未焊透、熔合不良等缺陷。

焊接电流大小选择应根据板件厚度、接头形式、焊接位置、焊丝类型、焊丝直径等因素综合考虑。
但是二保焊不同于焊条电弧焊,焊接电流大小要和焊接电压相匹配才能保证焊接良好操作,需要根据焊机、电网等实际情况进行选取。不同的焊机、不同的电网电压,在操作的时候焊接参数应根据实际情况适当调整。


这是保证焊接生产效率的主要参数,合理选择焊接速度对保证焊接质量尤为重要。焊接速度应该均匀适当,使焊缝宽度和余高等符合设计要求,保证金属融合良好。
焊速过快,使熔池温度不够,易造成未焊透、未熔合、焊缝成形不良等缺陷。焊速过慢,使高温时间长,热影响区宽度增加,焊接接头的晶粒变粗,机械性能降低,焊件的变形量增大,对焊接不利。

单面焊双面成形焊接层数的选择对焊缝质量也有一定影响。对于低碳钢和强度等级较低的低合金钢的多层焊时,每层厚度过大,对焊缝金属的塑性(主要表现在冷弯上)有不利的影响。
对于二保焊而言,每层焊接厚度过大时,焊接不好操作,熔池金属难控制飞溅较大,金属融合不好,对力学性能不好,一般每层厚度为3~5mm。但每层厚度也不易过小,以免造成焊缝两侧熔合不良。

焊丝伸出长度是指焊丝从导电嘴伸到焊件的距离。焊接过程中,随着焊丝伸出长度的增加,焊丝的预热状态电阻值急剧增大,焊丝熔化速度加快,可提高焊接速度。
当焊丝伸出长度过大时,则焊丝发生过热而成段熔断,致使焊接过程不稳定,飞溅增大,焊缝成形不良,气体对熔池的保护也被减弱。反之,则焊接电流增大,短路频率加快,并缩短了喷嘴与焊件之间的距离,使飞溅的金属物质堵塞喷嘴,影响气体的流通保护,产生气孔。实践表明,焊丝伸出长度是焊丝直径的10倍左右较为适合。
CO2气体的流量对熔池保护效果有直接影响。CO2气体的流量须以排除空气对熔池的侵袭为原则进行选择。CO2气体流量大小和接头形式、焊接电流大小、焊接速度的快慢、焊丝伸出长度及周围环境有关。
当焊接电流较大,焊接速度较快,焊丝伸出长度较大时,相应气体流量也较大。反之则较小。周围环境空气流动时应增大气体流量,当空气流动影响较大时,应终止焊接。
气体流量的增大和减小是相对的,过大的CO2气体流量会冲击金属熔池,使冷却作用加强,并且使保护气氛紊乱反而失去了保护作用,使焊缝产生气孔,飞溅增加,焊缝表面粗糙。CO2气体流量过小时,保护效果差,也易产生气孔。

熔池金属的大小、形状对焊件的连接以及焊接过程的控制有重要作用。熔池体积过大,对于单面焊双面成形不易控制。仰位焊接容易下凹,不能凸起,横位容易造成下坠,立位容易焊瘤。
熔孔的大小以融合坡口两边0.5~1mm为宜,太大不容易操作,易产生焊瘤,太小不能保证背面成形。
施焊过程中严格控制熔池的形状,随时观察熔池、熔孔的变化及坡口根部的熔化情况。熔孔的大小决定焊缝背面的宽度和余高,通常熔孔的直径比间隙大1~2 mm为好。
焊接过程中如发现熔孔过大,表明熔池温度过高,应迅速灭弧,并适当延长熄弧的时间,以降低熔池温度,然后恢复正常焊接,若熔孔太小则可减慢焊接速度,当出现合适的熔孔时方能进行正常焊接。如果是二保焊连弧焊打底焊时,熔孔过大时可以使焊枪向远离熔孔后方摆动,减小熔池前沿的温度,熔孔过小则反之。
填充层 焊前先清理掉打底焊层的飞溅和熔渣,不平的地方磨平。填充层焊时,焊枪的横向摆动较打底层焊时稍大些。同时,焊枪从坡口的一侧摆至另一侧时速度要稍快,防止焊道形成凸形。
电弧在两侧坡口有一定的停留,保证有一定的熔深,焊道平整并有一定的下凹。填充焊时焊道的高度低于母材约1.5~2 mm,不能熔化坡口两侧的棱边,以便盖面时能够看清坡口,为盖面焊打好基础。

盖面层焊前先将填充焊层的飞溅和熔渣清理掉,不平的地方磨平。 焊枪的摆动幅度比填充焊层时更大些。
作锯齿形摆动时注意幅度一致,匀速上升(前进)。并观察坡口两侧的熔化情况,保证熔池的边缘超过坡口两侧的棱边并不大于2 mm,避免咬边和焊瘤。同时控制喷嘴高度和收弧,避免出现弧坑裂纹和产生气孔。

CO2气体保护焊单面焊双面成形打底焊时,由于收尾处的焊肉较厚,不宜直接接头,故重新引弧接头前应对前道焊缝收弧处的焊肉进行削薄打磨成斜坡状,然后在斜坡的顶端引弧,引燃电弧后,均匀平稳地将电弧移到斜坡底部,并做均匀摆动。
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com