fanucoi系统使用说明书,FANUCOiT系统面板的操作
不同厂家生产的数控车床,其车床面板是不同的。
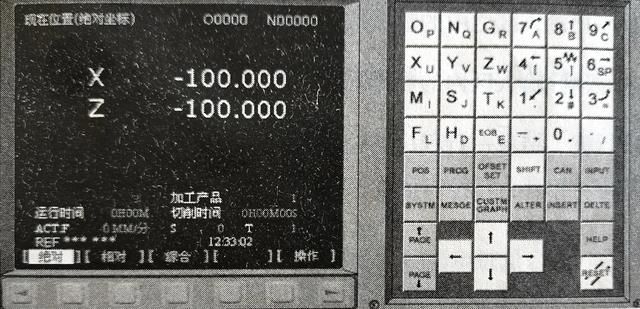
(一)按键介绍
1.数字/字母键

数字和字母键用于输入数据到输入区域,系统自动判别取字母还是数字。
字母和数字键通过上档键(SHIFT)切换输入,如:X—U, 9—C。
2.编辑键
ALTER.替换键 用于输入的数据替换光标所在的数据。
DELTE.删除键 删除光标所在的数据,或者删除一个程序或删除全部程序。
INSERT.插入键 把输入区中的数据插入到当前光标之后的位置。
CAN.取消键 消除输入区内的数据。
EOB e. 回车换行键 结束一行程序的输入并换行。
3.页面切换键
PROG.程序显示与编辑页面。
POS.位置显示页面 位置显示有三种方式,用按钮 PAGE 选择。
OFSETSET. 参数输入页面 按第一次进入坐标系设置页面,按第二次进入刀具补偿参数页面。进入不同的页面以后,用按钮PAGE 切换。
SYSTM. 系统参数页面。
MESGE. 信息页面,如"报警"。
CUSTMGRAPH. 图形参数设置页面。
HELP. 系统帮助页面。
RESET. 复位键。
4.翻页键 (PAGE)
PAGE UP 向上翻页向上⏫。
PAGE DOWN 向下翻页向下⏬。
5.光标移动键 (CURSOR)
- 输入键
INPUT. 输入键 把输入区内的数据输入参数页面。
(二)基本操作
1.回参考点
1)设置模式旋钮在宝马标志位置。
2)选择x 、z轴,按住按钮,即回参考点。
2.移动
手动移动机床轴的方法有三种
(方法一)用快速移动键,这种方法用于较长距离的移动。
1)置模式旋钮在 JOG 模式位置。
2)选择各轴,按方向键±,机床各轴移动,松开后停止移动。
(方法二)
用增量移动键,这种方法适用于微调,如用在对基准的操作中。
1)置模式旋钮在增量移动位置:选择 X1 X10 X100 X1000步进量。
2)选择各轴,每按一次,机床各轴移动一步。
(方法三)
操纵‘‘手轮’’,这种方法用于微量调整。在实际生产中,使用手轮可以让操作者容易控制和观察机床移动。‘‘手轮’’在软件界面右上角点击即出现。
3.开、关主轴
1)设置模式旋钮在‘‘JOG’’位置

4.启动程序加工零件
1) 置模式旋钮在 AUTO 位置
2)选择一个程序
3)按程序启动按钮。
5.试运行程序
试运行程序时,机床和刀具不切削零件,仅运行程序。
置模式旋钮在试运行程序位置
选择一个程序如O0001后,按PAGE DOWN调出程序,按程序启动按钮完成程序试运行。
6.单步运行
置单步开关于 on 位置。
程序运行过程中,每按一次循环启动按钮,执行一条指令。
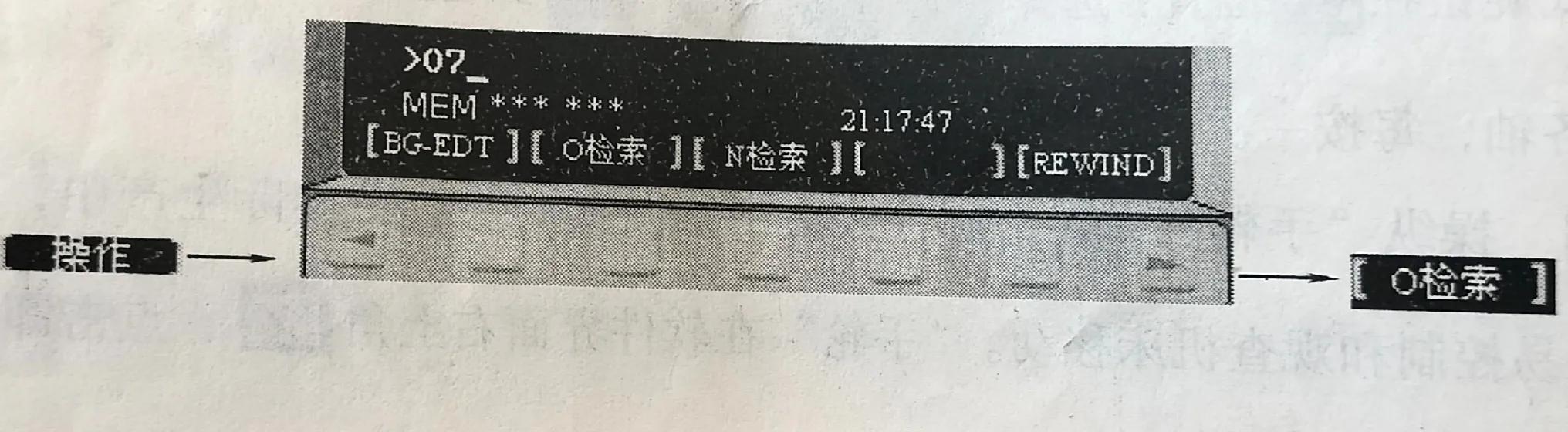
7.选择一个程序
(方法一)按程序号搜索
1)选择模式放在 ‘‘EDIT’’ 位置
2)按PROG键,输入字母‘‘O’’。
3)按数字键7,输入数字‘‘7’’,输入搜索的号码‘‘07’’。
4)按光标移动键向下开始搜索,找到后,‘‘07’’ 显示在屏幕右上角程序号位置,‘‘07’’的数控程序显示在屏幕上。
(方法二) 选择模式放在 AUTO 位置
1)按 PROG 键,输入字母‘‘O’’。
2)按数字 7 键,输入数字‘‘7’’,键入搜索号码:‘‘07’’。
3)按‘‘07’’ 显示在屏幕上。
4)可输入程序段号‘‘N30’’,按‘‘N检索’’搜索程序段。
8.删除一个程序
1)选择模式放在‘‘EDIT位置’’。
2)按PROG键,输入字母‘‘O’’。
3)按数字键7,输入数字7,输入要删除的程序号:‘‘07’’。
4)按OELTE, ‘‘07’’的数控程序被删除。
9.删除全部程序
1)选择模式在‘‘EDIT’’位置。
2)安PROG键,输入字母‘‘O’’。
3)输入‘‘9999’’。
4)按DELTE键,全部程序被删除。
10编辑数控程序(删除 插入 替换操作)
1选择模式在‘‘EDIT’’位置
2)按键PROG。
3)输入被编辑的‘‘NC’’程序名如‘‘07’’,按插入键INSERT即可编辑。
按删除键,删除光标所在的代码。
按插入键,把输入区的内容插入到光标所在的代码后面。
按替换键,把输入区的内容替代光标所在的代码。
11通过操作面板手工输入数控程序
1)置模式旋钮在‘‘EDIT’’位置。
2)按PROG键,在按DIR进入程序页面
3)按7键,输入‘‘07’’程序名
4)按EOBE、INSERT键,开始程序输入。
5)按EOBe、INSERT键,换行后继续输入。
12输入刀具补偿参数
1)按OFSETSET进入参数设定页面,按‘‘补正’’键。
2)用PAGE进行上下键选择刀具补偿。
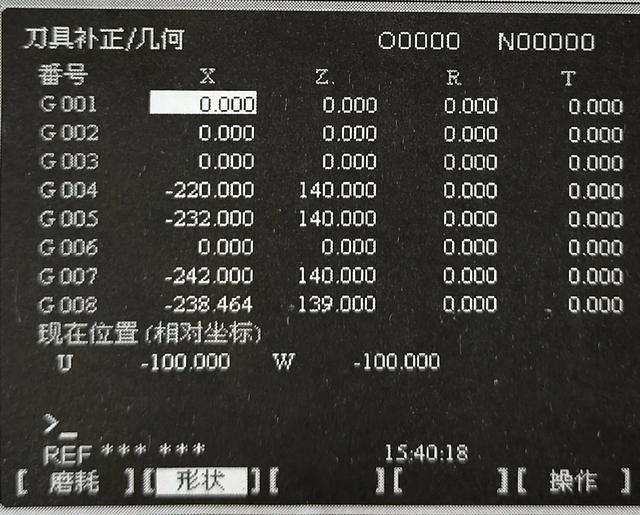
3)用光标移动键上下选择补偿参数编号。
4)输入补偿值到长度补偿H或半径补偿D。
5)按INPUT键,把输入的补偿参数输入到所指定的位置。
13.MDI手动数据输入
1)切换到‘‘MDI’’模式。
2)按PROG键,在按MDI、EOBe和分程序号‘‘N10’’,输入程序如:G0x50。
3)按插入,则‘‘n10个g0x50’’程序被输入。
4)按程序启动按钮,则执行该段程序。
14.位置显示
按POS,切换到位置显示页面,用翻页键或软键切换。
15零件坐标系位置
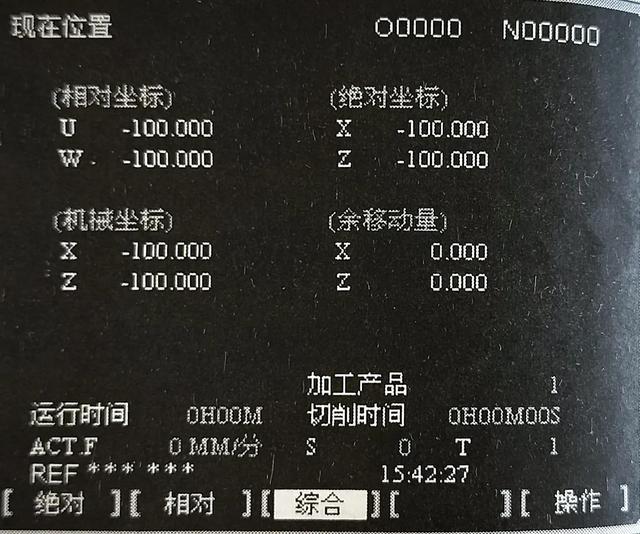
绝对坐标系ABSOLUTE:显示机床在当前坐标系的位置。
相对坐标系RELATIVE:显示机床坐标相对于前一位置的坐标。
综合显示MACHINE:同时显示机床在以下坐标系中的位置。
当前运动指令的剩余移动量(DISTANCE TO GO)。
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com