宝石砂轮价格(高强度玉石拋光砂轮原来是这样制造的)
目前用于玉石抛光的砂轮种类很多,国产用于抛 光加工的PVA系列砂轮与进口砂轮相比,普遍存在精度难以提高、抗折强度低且造价高等缺点。本文主要针对高品质PVA砂轮的制造工艺进行实验研究。
“
PVA是聚乙烯醇缩甲醛的英文缩写。PVA砂轮 是采用聚乙烯醇缩甲醛形成的硬弹性体结构作为磨料载体,通过浇注法制成的一种抛光磨具。采用PVA砂轮抛光那些易烧伤、易堵塞材料,如:玉器工艺美术 品、软制金属及电镀制品镀前的抛光等都有非常好的使用效果。
”
1 PVA砂轮制造工艺
1.1 制胶
按配比称量水和聚乙烯醇,将聚乙烯醇放入容器 内加水,在搅拌状态下,用水浴加热的方法升温至 90°C左右,保温1 h,中间保持搅拌,待固体颗粒完全 溶解后,降至室温并密封保存(待水溶液中的气泡完 全消除,则可作为结合剂用)。配方及其工艺参数详见表1。

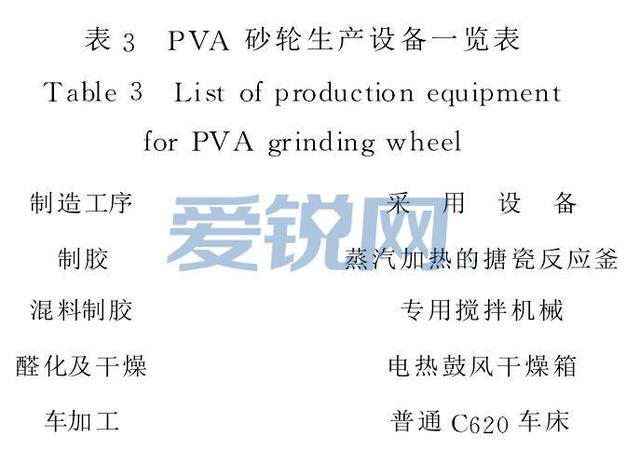
2.2 PVA砂轮制造所需设备
设备概况如表3所列。
2.3 实验数据
按表2中的配方将搅拌好的浆料注入预先涂上脱模剂的模具内,放入电热鼓风干燥箱中醛化,在 70°C条件下,保温8h。待醛化结束后,取出坯体于室温冷却,冷却后将坯体放入水中按水洗工艺水洗,干燥也是在电热鼓风干燥箱中完成的,干燥温度为 100°C,保温14h。坯体由软变硬,将干燥的坯体制成 10mm X 10mm X 40mm的试条,选出5根无损失、无裂纹的试条,在CMT4504,微机控制电子式万能材料实验机上进行抗折强度测定,按下列公式进行抗折强 度计算,并取平均值:


由表4可以看出,适当地增加盐酸和甲醛用量可 有效提高磨具强度。在搅拌过程中,因盐酸、甲醛加入 量增大,反应速度加快,在相同的时间内,随着醛化程 度的增大,浆料的悬浮性会更好。当把浆料注入模具, 在相同的醛化温度下,因其反应速度加快,最终磨料 的下沉度小,分层不明显,坯体密度和组织较均匀,强 度较高。
为了证实以上方案的可行性,采用17%的PVA 水溶液进行对比实验,如表5。
由表5可知,上述方案对于提高PVA抛光砂轮 强度是可行的。
当砂结比为5 :1时(表6),浆料的流动性增加, 有利于挠注成型,但浆料的悬浮性变差。由于延长了 搅拌时间,浆料在未注入模具前就已部分醛化,浆料 也具有很好的悬浮性。由表5、表6、表7对比可以看 出,砂结比对砂轮强度影响很大,选用砂结比为5 :1 配方的砂轮平均强度比6 :1配方的砂轮平均强度要 高出40%〜60%。同时,同一砂结比情况下,增加盐 酸、甲醛量,砂轮平均强度可以提高35%〜45%。


在表7中,由于醛化温度高出5°C,反应速度较 快,即使是悬浮性不是很好的浆料也会在很短的时间 内发生醛化反应,在磨料还未下沉的情况下,就变成 致密的坯体。在硬化过程中,将温度由原来的基础上 调高5°C,干燥时间可以缩短2h,并且对坯体强度没快,即使是悬浮性不是很好的浆料也会在很短的时间 内发生醛化反应,在磨料还未下沉的情况下,就变成 致密的坯体。在硬化过程中,将温度由原来的基础上 调高5°C,干燥时间可以缩短2h,并且对坯体强度没有多大影响,按上述工艺进行醛化及干燥,总生产时 间可以缩短2〜4.5h.
在配方和工艺参数不变的情况下。调整醛化温度 为75°C,保温7h;硬化温度为105°C,保温12h。采用 15%的PVA溶液,得到8组数据如表7。

由表4、表6和表7的对照可以看出,适当地提 高醛化及干燥温度,对磨具强度没有什么影响,但可 以缩短制造时间,提高生产效率和设备利用率。
3 结论
(1)在可行范围内,其它条件不变,降低砂结比有利于PVA砂轮强度的提高,本实验中砂结比为5:1 的PVA砂轮强度较高;
(2)在盐酸和甲醛用量相同,且同一砂结比的情况下,PVA浓度在15%〜20%之间的砂轮抗折强度与PVA浓度有关,浓度越高,砂轮强度越大;
(3)适当增加醛化及硬化温度,有利于浆料成型和砂轮强度的提高。醛化温度提高5°C,醛化时间可以缩短1h;硬化温度提高5°C,硬化时间可以缩短2h;
(4)浆料悬浮性与搅拌时间有关,搅拌时间长,悬浮性好;
(5)为了能更好地应用于工业生产,在生产中可 适当提高HCL和甲醛的加入量,并在醛化和干燥中适当提高温度,以缩短生产周期,提高效率。
注:该文章由爱锐网编辑整理,由于内容并未公开,仅限于内部交流学习,转载请注明出处!
涨姿势啦~
已成立行业交流群,勾搭小锐(小锐airuikefu)!备注“切磨抛交流”,即可让小锐拉你入伙哦~
小平台大时代
爱锐网愿与诸君共勉
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






