探伤焊缝的焊接前准备工作(焊工必须知道的)
一、焊缝的外部缺陷
1. 余高过高
如下图所示,当焊接坡口的角度开的太小或焊接电流过小时,均会出现该现象。此类焊件的焊缝由于应力集中而容易发生破坏,故为了提高焊接接头的疲劳寿命,就应将焊缝的余高铲平。

2. 过凹
如下图所示,因焊缝工作截面的减少而使接头处的强度降低。

3. 咬边
在工件上沿焊缝边缘所形成的凹坑称作咬边。它不仅减少了接头的工作截面,而且在咬边处造成严重的应力集中。

4. 焊瘤
熔化后的液态金属流到熔池边缘未熔化的工件上,与工件没有熔合而堆积形成焊瘤。焊瘤对静载强度无影响,但会引起应力集中,使动载强度降低。

5.烧穿
是指部分熔化金属从焊缝的反面漏出来,甚至烧穿成洞,会使接头的强度降低。

二、焊缝的内部缺陷
1. 夹渣
焊缝中含有的非金属熔渣(如:氧化物、氮化物、硫化物),称为夹渣。夹渣减少了焊缝的工作截面,造成应力集中而使焊缝的强度和冲击韧性降低。

2. 未熔合
熔焊时,焊道与母材之间或焊道与焊道之间,未能完全熔化结合的部位,它易造成应力集中。

3. 气孔
焊缝金属在高温时吸收了过多的气体(如:氢气、氮气),或由于熔池内部的冶金反应产生的气体(氢气、一氧化碳),在熔池冷却凝固时来不及逸出而在焊缝内部或表面形成的孔穴,即为气孔。
它减少了焊缝的有效工作截面而降低接头的强度;若有穿透性或连续性气孔存在,则会严重影响焊件的密封性。

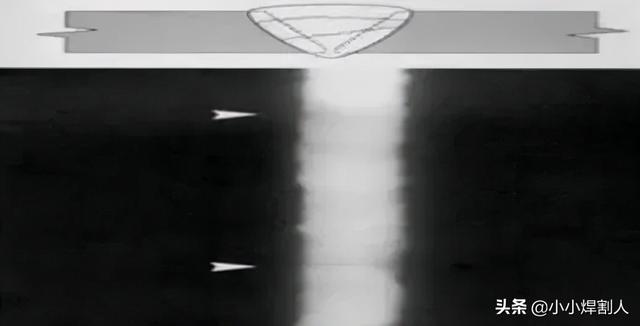
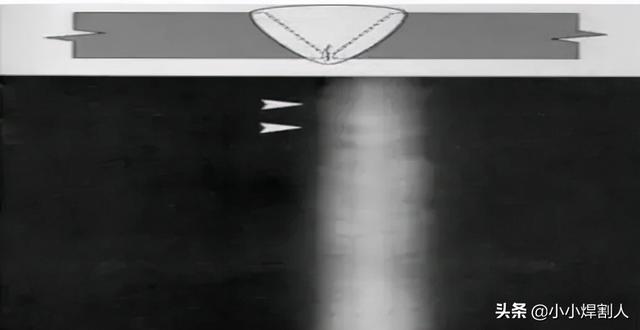
4. 裂纹
焊接过程中或焊接以后,在焊接接头区域内所形成的金属局部破裂,即称为裂纹。裂纹产生在焊缝上,也可能产生在焊缝两侧的热影响区上,甚至在金属表面或内部。
下图为横向裂纹
下图为中心裂纹
5. 未焊透
焊件与焊缝金属或焊缝层之间发生的局部未融合,即称为未焊透。它减少了焊缝的工作截面,造成严重的应力集中而大大降低了接头的强度,故其往往是焊缝开裂的根源所在。


免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com