3d打印钛合金晶体结构(3D打印块体金属玻璃)
江苏激光联盟导读:
据悉,华科大学者在顶刊上发表了关于3D打印块体金属玻璃(BMGs)的综述,主要介绍了用于BMGs的各种3D打印技术、显微组织、性能和晶化行为等。本文为第三部分,主要介绍3D打印块体金属玻璃复合材料的(BMGCs)的机械性能。
5 3D打印块体金属玻璃符合材料的机械性能
为了提高BMGS的机械性能,一个比较有效地途径就是合成BMG复合材料(BMGCs)。例如,通过引入韧性的晶化相到非晶的基体中就是如此,一些BMGCs甚至会出现拉伸韧性和高的断裂强度。关于这一方面的综述性的综述可以参见文献11。尽管科学上在不断发展与进步,铸造的BMGCs基本上承受着相同的样品尺寸方面的限制,如同铸造单调的玻璃一样。此外,在铸造过程中,强化相(即晶化相)的尺寸和在非晶基体中的分布,也是极难控制和调节的。
3D打印技术作为一种自底部进行层层堆积的制作工艺,相反地,克服了这些尺寸上的限制。此外,因为3D打印一般是以粉末作为原材料,增材制造技术可以允许进行定制BMG复合材料的显微组织,并且采用这种办法相对比较容易,只需要简单地混合几种不同的粉末就可以实现。
5.1 原位3D打印BMGCs
Zhang等人则报道了3D打印BMG复合增强的材料,通过增加韧性的Ta来实现。通过选择适宜的组成成分Zr57.4Ni8.2Cu16.4Ta8Al10,一个复合粉末包含的玻璃相加上了3 Vol% Ta(Ta粉末的直径为20-30μm)成功地通过气雾化进行了制备。Ta颗粒在SLM制备BMGC后得以保留在非晶基体相中,见图36a所示。这一打印的BMGC具有较大体积分数的非晶相(>92%)和较低的孔隙率(< 2%)。这一添加Ta的BMGC的机械性能通过准晶态轴向压缩实验进行测试,结果见图36b。3D打印BMGC呈现出较高的断裂强度,达到了1932 MPa,这一数值同铸造的同等材料的1948 MPa几乎相当。更加重要的是,打印的BMGC也显示出相当不错的塑性,塑性应变达到了2.15%。尽管这一数值低于相对应的铸造样品,却比3D打印的单调的BMGCs要高。
3D打印的BMGCs的塑性变形主要被断裂角度为43°的剪切变形所占据,这一点同铸造的样品相似,见图36b中插入的图。图36c中则显示了一定数量的剪切带起源于Ta颗粒的周围,显示出Ta颗粒对塑性的积极作用。

图36 (a)SLM制备的Zr基BMG复合材料,添加的为微尺寸的Ta颗粒后的横截面的SEM照片;(b)BMGC在压缩状态下的应力-应变曲线,插入的图片显示的微断裂的平面;(c)二次相和剪切带之间的相互作用
此外,这一3D打印的BMGC同时拥有较高的断裂能,Kq=61 MPa m exp(1/2),这一数值比相应地铸造样品的数值(73 MPa mexp(1/2))略低。Ta颗粒的添加会造成如下后果:1)增加了剪切带密度;2)阻碍裂纹扩展,这两点均提高了断裂强度。然而,为了满足实际应用需求,塑性应变为2.15%还是有点低。为了进一步的提高塑性和断裂强度,必须采用新的办法来增加非晶相基体中的Ta颗粒的数量。然而,引入更多的Ta粉末到原材料中则是一个极大的挑战,这是因为Ta会减弱合金的玻璃形成能力和恶化粉末雾化的工艺状况,因为Ta会增加溶体的粘度。
除了添加Ta之外,Gao等人则在最近设计了一系列的新的Ti/Zr基BMG复合材料,即(Ti0.65Zr0.35)100-xCux(at%,X=5、10、15)。在他们的研究中,元素Ti、Zr和Cu粉末均作为SLM 3D打印的原材料。韧性的B相在3D打印过程中在非晶相基体中原位析出,见图37a所示。图37b则为5 at%Cu时打印的BMGC的压缩应力-应变曲线,所展现出来的屈服强度为1386 MPa,塑性应变为17.6%。BMGC的剪切断裂行为发生在剪切角度为40-43°的时候,见图37c。为了理解β相如何影响打印的材料的机械性能,微划痕后的变形形貌也进行了观察,见图37d所示。如图所见,剪切带主要起源于玻璃(白色区域)和β相(灰色区域)之间的界面。由于两相的硬度和弹性模量不同,应力倾向于在塑性形变形过程中自界面处集中。由此促进了剪切带的萌生。剪切带在多个方向上的相互作用会导致更加均匀的变形分布。结果,非晶相和β相均匀变形,促进了材料的整体的塑性。
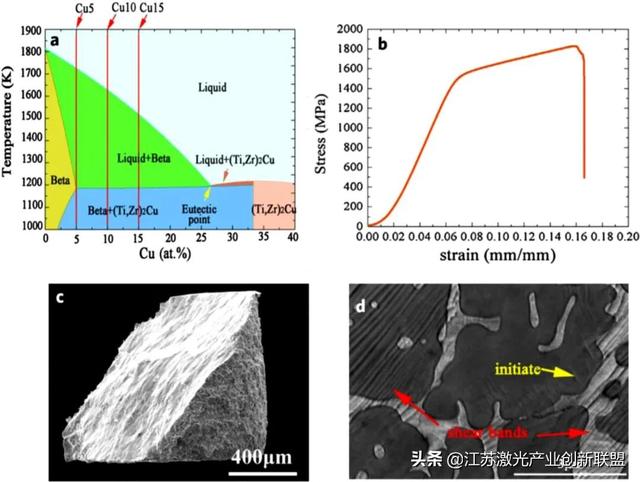
图37. (a) (Ti0.65Zr0.35)100-xCux的赝二元化合物相图;(b)Cu5样品在压缩状态下的工程应力-应变曲线;(c)Cu5样品的断裂表面;(d)在微硬度测量条件下得到的小变形区域的SEM照片
由于3D打印是层层制造工艺,部分晶化会在3D打印过程中自HAZ中经常发生。在大多数的3D打印的BMGs中,晶化的析出大多数为脆性的金属间化合物,这将损害材料的机械性能,尤其是塑性和断裂强度。然而,HAZ中的晶化相为韧性的时候,则情况就又不一样了。最近,Zhang及其合作者应用SLM制备了Zr50Cu50 BMG,这其中有韧性的B2 CuZr晶化相在HAZs中。在压缩载荷下,B2相转变成马氏体到B19"相中,这促进了打印的BMGC的整个材料的韧性。这一现象称之为相变诱导塑性效应。如图38a所示,打印的Zr50Cu50 BMG的屈服强度为1841 MPa。XRD在失效后进行分析证实了应力诱导的马氏体转变,见图38a。这一现象被峰值强度的B19‘相所证实。此外,层状结构交替的玻璃相MPs和部分晶化的HAZ同混凝土堆砌砖时的层状结构相类似,见图38c。这也许是强度和塑性提高的原因。图38d则显示了裂纹在包含软的B2相的HAZ中终止。

图38.(a)3D打印的ZrCu BMGC的压缩应力-应变曲线;(b)在变形前后打印的BMGs的XRD的衍射结果;(c)3D打印的BMGC的横截面的照片;(d)在三点弯曲试验中3D打印的ZrCu BMGC的三点弯曲试验的裂纹扩展情况
5.2 3D打印非原位的BMGCs
除了原位BMGCs之外,非原位的BMGCs也可以通过混合玻璃形成的粉末和非玻璃的形成粉末利用3D打印来获得。实际上,非原位BMGCs的制备甚至比原位3D打印的BMGCs还要方便,这是因为它可以相对直接的通过粉末特征来控制强化相的尺寸和成分。同原位3D打印BMGCs一样,适宜的晶化粉末的选择对非原位3D打印BMGCs是非常关键的。一般来说,需要遵循如下原则:1)晶化相要是韧性的。2)晶化相必须具有良好的热传导性能。3)晶化粉末的添加不会显著地降低合金的玻璃形成能力,即必须限制成分元素的互扩散能力。
依据这些原则,Li等人则添加Cu和CuNi粉末到本质上比较脆性的SLM制造的Fe基BMG(Fe43.7Co7.3Cr14.7Mo12.6C15.5B4.3Y1.9)。打印的BMG复合材料通过韧性的Cu或CuNi晶化相而呈现出显著增强的塑性和断裂强度,此时微裂纹成功的得到抑制,由于微裂纹主要是由于热应力的集中所导致的,添加韧性的Cu或CuNi则可以显著的减少热应力,这通过韧性的塑性变形来实现的。打印的Fe基BMGCs中Cu晶粒的高密度位错证实了在SLM工艺过程中的高密度位错,见图39ad。更为重要的是,由于Fe和Cu的不混溶性,没有脆性的金属间化合物在非晶相和晶化相的界面处形成。

▲图39. Cu增强的3D打印的Fe基BMGC的显微组织:(a)TEM照片显示出非晶的板条和Cu板条之间的界面,插入的照片显示出完全的非晶和fcc结构,(b)B区域的HRTEM包含纳米晶;(c)横穿非晶相/Cu界面处的EDX轮廓;(d)TEM照片显示的微高密度位错,这在Cu晶体中形成
压缩测试结果显示3D打印的Fe基BMG(没有强化相的时候)是脆性的,见图40:呈现出非常低的强度(~106 MPa),这是因为存在大量的微裂纹,而3D打印的BMGCs在Cu或CuNi增强时具有显著的高强度和改善的塑性,其应变可以高达15%。微裂纹的抑制组合不均匀的显微结构,将减少裂纹的驱动力,对提高3D打印的FeBMGCs的机械性能是有益的。

▲图40. 在不同的Cu含量时(20 wt.%, 35 wt.%, 50 wt.%), CuNi20 和 CuNi35合金粉末(50 wt%)在3D打印Fe基BMGs时的压缩应力应变曲线
沿着这一点,Zhang等人应用最近发展的热喷涂3D打印技术来制造非原位的Fe基BMGC(Fe48Cr15Mo14C15B6Y2),通过韧性的316不锈钢进行增强。软的奥氏体相均匀的分布在硬的非晶基体相中,如图41a所示。两相(玻璃和不锈钢SS)很好的相互连接,并且在界面处存在非常清晰的成分梯度(~45nm),显示出在两相处的冶金结合,见图41b-e。在玻璃/晶化相界面(见图41g)中进行划痕后没有观察到裂纹,提供了一个暗示,热喷涂打印的Fe基BMG是强度比较高的,此外,硬/软相的交替同层压形成的不同寻常的珍珠才能够结构相类似,从而进一步的促进了强度。

▲图41.(a)EBSD图揭示了不锈钢相在非晶基体中的分布和方位;(b)TEM照片;(c)HRTEM照片;(d)HADDF -STEM照片。显示了MG和SS之间的界面;(e)MG/SS界面处的EDX结果;(f)非晶相和SS相的载荷-深度曲线;(g)自MG-SS界面处不同载荷时的载荷-深度曲线
热喷涂3D打印的Fe基BMGC的压缩应力-应变曲线,同热喷涂3D打印BMG(为单一的非晶相)和制造的BMG三者之间的对比,见图42a。
为了进一步揭示断裂强度背后的机制,Zhang等人采用数值模拟来可视化预开口的热喷涂3D打印BMGCs(含不同含量的不锈钢)在三点弯曲时的应力场。图43a-c显示的为三个样品在三个变量下的曲线(在同一载荷位移下)。然而,在晶化体积增加的时候,应力的不变化的波动幅度则显著减少,见图43d。这导致了微裂纹扩展的驱动力的减少。

▲图42.(a)铸造BMG、TS3DP-BMG和TS3DP-BMG样品在轴向压缩载荷下的典型的应力-应变曲线,插入的图片为在断裂失效后的断裂样品,此时铸造的BMG样品经受着灾难性的断裂,而TS3DP-BMGC则经受着剪切断裂;(b)力-载荷曲线在3点弯曲时且开口的结果,插入的照片为TS3DP-BMGC样品在失效后的结果;(c)断裂强度

▲图43. 在(a)单调的BMG,(b)S20和(c)S50时,在同一位移下三点弯曲的模拟曲线结果;(d)沿着开口的中心线(平行时)计算得到的应力分布;(e)裂纹驱动力(Jtip)随着位移(L1)变化对第一个SS和非晶相界面的结果,显示出长的裂纹是如何在BMGC中包含单一和软的两个非晶散斑的SS界面
5.3 3D打印梯度BMGCs
同均匀的显微组织相比较,梯度结构经常会同时提高材料的强度和韧性。Lu等人则在最近制备了Zr基BMGC(Zr39.6Ti33.9Nb7.6Cu6.4Be12.5),且韧性枝晶从~20%到65%进行很好的控制(采用的是LENS工艺)。通过仔细的控制BMGCs的显微组织和冷却速率,设计梯度的BMGCs通过3D打印来实现变成可能。例如,高能量密度会造成较大比例的枝晶。3D打印的梯度BMGC呈现出较高的屈服强度,>1.3GPa以及较高的拉伸韧性(大约为13%)。这显然优胜于非梯度变化的BMGCs,见图44a。

图44.(a)激光增材制造的梯度BMGC、铸造的Vitreloy 1、LAM制造的非梯度的BMGCs(20%和65%枝晶)、铸造的非梯度的BMGC(67%枝晶)的拉伸应力-应变曲线;(b)3D打印的梯度BMGC的变形机制示意图
图45为报道的3D打印BMGCs以及屈服强度和开口断裂强度所绘制的机械性能图。

▲图45. 文献中3D打印的BMG和BMGCs的屈服强度和断裂强度,以及传统的3D打印的晶化的金属材料也包括在内
未完待续,江苏激光联盟激光红热忱欢迎您的持续关注。
文章来源:3D printing of bulk metallic glasses,Materials Science and Engineering: R: Reports,Volume 145, July 2021, 100625,https://doi.org/10.1016/j.mser.2021.100625
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






