刀具设计工艺(学会这些工艺分析和刀具设计)
摘要:大长径比深孔零件的加工,易于发生钻削引偏、钻头因排屑困难而易折断等问题,难于保证产品质量,更严重的是易于造成零件各深孔间钻穿而报废。本文结合选挡阀的结构,分析加工工艺,设计深孔加长钻刀具,在保证产品质量的同时,提高产品的加工效率。
选挡阀是液力变速器控制系统的关键零部件之一,该零件主要实现液力变速器的换挡控制,零件的加工制造水平直接关系到液力变速器各挡位换挡的可靠性和平顺性。选挡阀的工艺制造涉及大长径比的深孔加工,钻孔过程中易产生跑偏、粘附现象,加工过程易产生钻头折断,排屑困难,导致零件报废。
本文通过设计一种加长深孔钻头,可满足选挡阀等类似产品的大长径比深孔加工要求,该深孔钻具有定心准确、刚性好、强度高且易于排屑等特点。
1.选挡阀大长径比深孔的工艺分析
(1)选挡阀的结构分析。选挡阀的结构如图1所示,该零件属细长杆类零件,在杆件的各段设计有圆弧状油槽,同时设计大长径比深孔与油槽接通,通过控制系统实现液力变速器的各挡位换挡。选挡阀在加工过程中因受切削力和应力的影响,易产生变形。
选挡阀的生产类型为小批量生产,深孔设计间距较小,孔间壁厚仅为4.45mm,深孔直径为φ7.6mm和φ9.5mm,长度分别为275mm、252mm,长径比达到36﹕1,零件加工时易于钻穿而报废。该零件选材为碳钢,需进行热处理,以提高零件的切削性能。

图 1
(2)选挡阀深孔加工的工艺分析。选挡阀的深孔加工属大长径比深孔零件加工,加工过程中孔易于引偏,且易发生因排屑不畅而使钻头折断,孔间距较小,必须保证深孔加工的垂直度要求,否则两深孔易于钻穿而报废。因零件属细长杆件,为避免零件因装夹变形,圆弧状油槽的加工工序安排在深孔加工工序以后,并对深孔进行合金浇注,以增加零件的刚性。
大长径比深孔多采用枪钻加工,但枪钻常适用于批量生产,且需加工设备具有高压冷却系统。针对选挡阀的小批量生产类型,采用设计的专用加长深孔钻进行深孔加工,设备可选用摇臂钻床或卧式镗床,鉴于卧式镗床定位、装夹精度高且便于选挡阀排屑的特点,本例选用卧式镗床加工选挡阀的两个深孔φ7.6mm和φ9.5mm(见图2),以φD(外径)作为定位基准,并用V形定位块定位,把零件安装在卧式镗床的工作平台上,具体工艺安排如下:①备料45钢φ42mm×410mm,正火硬度180~210HBW,并粗、精车外形尺寸至要求。②用V形定位块定位,校正选挡阀,安装时必须保证零件与工作台面的平行度要求,并用压板压紧零件,使其牢固,以保证所加工深孔的位置尺寸和直线度要求,防止零件钻穿。③找准选挡阀φ7.6mm和φ9.5mm的位置,保证尺寸(7.5±0.03)mm和(5.5±0.03)mm的要求,用中心钻定位;按照分级钻孔的原则,先用较短钻头钻出一定深度的预孔,再更换加长深孔钻头进行加工。
使用专用加长深孔钻头钻孔φ7.6mm和φ9.5mm至尺寸要求,加工时合理选择切削用量,针对选挡阀的碳钢材料,尽量选取较低的切削钻速n及较小的进给量f,这样既可以减少钻头磨损,避免钻头的折断,又利于钻削状态,钻削过程中注意保持排屑畅通,一般钻孔3~5mm排屑一次,如出现异常情况应及时退刀排屑,以免钻头烧死或折断。
(3)选挡阀深孔加工的工艺方法。定位装夹好零件后以零件轴线与右端面的交点为对刀零点进行加工,选挡阀的深孔加工工序如图2所示,具体加工工艺方法如下:①选用中心钻A2.00/4.25钻孔φ9.5mm的定位孔。②用标准麻花钻加工孔φ13mm至深54mm,更换加长深孔钻加工φ9.5mm至尺寸252mm。③扩、铰孔φ14.3 mm至尺寸10mm 。④选用中心钻A2.00/4.25钻孔φ6.7mm的定位孔。⑤用标准麻花钻加工φ7.6mm,深约80mm。⑥更换加长深孔钻加工φ7.6mm至尺寸275mm,加工过程中必须保证钻头排屑畅通,每钻孔3~5mm排屑一次,加工过程要及时修整钻头的切削刃,修磨时保证其对称并使切削刃锋利。⑦修清全部加工毛刺。
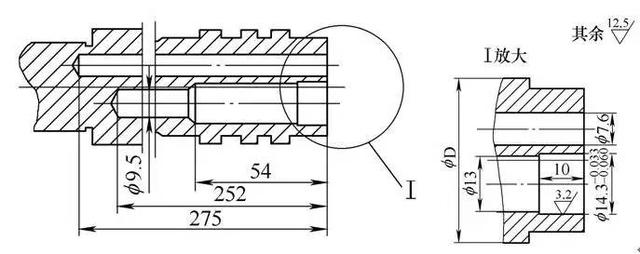
图 2
2.选挡阀大长径比深孔加工的刀具设计
大长径比深孔加长钻的刀具设计必须满足一定的刚性、耐磨性和排屑要求,选挡阀加长深孔钻的结构如图3所示。
①加长深孔钻的设计要具有一定的刚性要求,避免加工过程的引偏现象发生,钻头螺旋刃与柄部的跳动量不大于0.15mm,设计时加长深孔钻的锥度必须控制在(0.03~0.07)﹕100。②加长深孔钻的设计必须具有一定的硬度,满足深孔钻削时的耐磨要求,加长深孔钻的工作部分材料选用高速钢W18Cr4V,其刃口部分的设计硬度为63~66HRC,柄部选用材料为45钢,其柄部的硬度设计为40~48HRC,工作部分与柄部在L1处焊接而成(可设计为一体式结构)。③加长深孔钻的螺旋刃口必须具有较好的排屑能力,刃口槽形设计为抛物线螺旋式钻头,该设计具有排屑空间较大的优势,在深孔钻削过程中易于排屑,避免钻头的磨损和折断。
本例中选挡阀加长深孔钻φ7.6mm的钻头总长L设计为315mm,抛物线螺旋式刃口长度L2设计为210mm;加长深孔钻φ9.5mm的钻头总长L设计为295mm,抛物线螺旋式刃口长度L2设计为200mm。

图 3
加长深孔钻在使用过程中要注意一下几个方面:
(1)保持钻头柄部外圆和螺旋刃光滑,当出现毛刺或积屑瘤时要及时修光,以避免加长深孔钻柄部与已加工的孔内壁产生摩擦烧死,导致钻头无法取出或折断而造成工件的报废。
(2)保持钻头的安装精度,加长深孔钻的柄部为直柄,采用弹簧卡头夹持,安装后需对其柄部的旋转径向圆跳动进行检测,如跳动大于0.15mm时,则需要更换钻头或进行校正,使其达到要求后方可使用。
(3)钻削过程中,如孔内底部残留切屑过多,钻头无法进行切削时,可用润滑脂抹在加工深孔钻的前部,试将钻头慢速旋转至底部,用手操作手柄慢慢地将残留的细切屑带出。
(4)钻头要时常修磨,保持钻头锋利,避免钻头因磨损过快而折断。
(5)充分冷却润滑,钻削过程中采用油冷的方式对钻头进行必要的冷却,针对不锈钢材料的加工,还可将切削液直接注入孔中使之浸透,以加速对工件和钻头的冷却,避免积屑瘤的产生,从而提高加长深孔钻的使用寿命。
3.选挡阀深孔加工的参数选定
使用深孔加工钻加工选挡阀的两孔φ7.6mm和φ9.5mm时,因其长径比大,如排屑不畅则易使钻头折断,除在刀具制造时采用抛物线螺旋式刃口设计外,钻头的修磨也极其重要,其切削刃磨削必须对称、锋利,修磨形状如图4所示,其钻头修分屑槽,以利于断屑。
加长深孔钻的两切削刃需对称磨修,两刃夹角在120°左右,钻头后角不能过大,避免过大容易引起扎刀现象,修磨横刃时刃宽b=0.40mm,钻头修磨的其余几何角度和参数可按L=0.32D,1/2L>L1>1/3L,R=0.2D,h=0.04D选定,为保证在加工大长径比深孔过程中的排屑畅通,须时刻观察切削状态,一般钻孔深度3~5mm排屑一次。加工深孔φ7.6mm时,切削钻速n设定在280r/min左右,手动进给,进给量f=0.09mm/r;加工深孔φ9.5mm时,切削钻速n设定在330r/min左右,手动进给,进给量f=0.1mm/r。

图 4
4.结语
实践证明,在实际的生产过程中,合理的加工工艺方法和刀具设计是不同材质零件大长径比深孔加工质量的保证,也是提高生产效率的关键。在制定零件的加工工艺、设计刀具及选用设备时,必须结合零件的结构形状、加工精度和生产类型认真分析研究,合理安排工序进行加工,保证产品的质量满足设计要求。深孔加工钻针对难于加工的不锈钢等硬度高、强度大且耐磨的材料也具有很好的应用价值。
本文发表于《金属加工(冷加工)》2016年第17期51页,版权归金属加工杂志社所有。
作者:贵州凯星液力传动机械有限公司李政银
-End-
☞本文编辑:紫衣
☞投稿邮箱:tougao1950@126.com,稿件或线索一经采用,有奖励!
近期必读热文
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






