发动机缸套凸出量(发动机缸套磨损测量方法-公差配合与技术测量)
缸套是发动机的重要组成部件,缸套在使用中会出现磨损,其磨损程度是发动机是否需要大修的重要技术依据之一。当发动机缸套磨损达到一定程度后,发动机的动力性、燃油经济性就会明显下降、机油消耗也急剧增大,也就是俗称的发动机无力、费油、烧机油。因此,通过测量缸套磨损状况,正确作出发动机是否应当大修的准确判断,对提高发动机修理质量以及发动机的动力性和经济性都有很大的作用。

| 农机小课堂 | 缸套磨损的测量方法
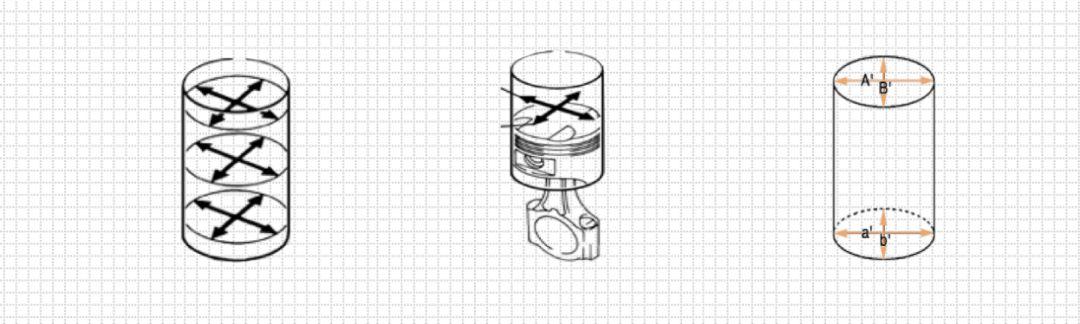
缸套磨损的一般规律是:沿长度方向磨成上大下小的锥形,磨损最大的部位是活塞处于上止点时,第一道压缩环对应的缸壁处(约在缸套上端面下10mm处),往下便逐渐减小。
沿圆周方向磨成不规则的椭圆形,最大的椭圆多数产生在上述磨损最大的部位。气缸上口与活塞环不接触的部位不磨损,因此,该处会出现明显的台阶。
正常使用情况下,缸套磨损规律:
1、沿高度方向:上大下小成锥形 2、径向截面内:呈不规则的椭圆形

根据缸套磨损规律,测量位置一般选择如下:
1 、我 们 在 进 行 缸 套磨损测量时,一 般 取 上 、中 、下 三个截面进行测量。
2、在缸套的纵向(垂直 于曲轴轴线方向,A-A 向)和横向(平行于曲 轴轴线方向,B-B向)两 个方向进行测量。
3 、根 据 测 量 数 据 计算出缸套的圆 度误差、圆柱度误 差、最大磨损量。
什么是圆度和圆柱度呢?
圆度误差:圆度误差是指同一截面上磨损的不均匀性,用同一横截面上不同方向 测得的最大直径与最小直径差值的一半作为圆度误差。
圆柱度误差:圆柱度误差是指沿缸套轴线的轴向截面上磨损的不均匀性,用被测缸 套表面任意方向所测得的最大直径与最小直径差值的一半作为圆柱度误差。
最大磨损量:缸套的最大磨损量是指沿缸套轴线的轴向截面磨损的最大值,用被测 缸套表面任意方向所测得的最大直径(一般在活塞上止点时第一道压缩环的位置)与标准直径的差值作为缸套的最大磨损量。
测量前的准备工作
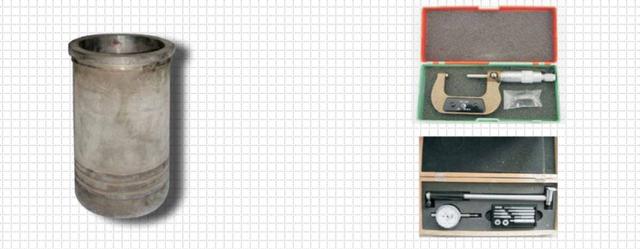
1、检查缸套:用清洁抹布清洁缸套,并用 观察法检查缸套有无刮伤、 裂纹、穴蚀和其他损伤。
2、检查所需量具:外径千分尺,量缸百分表, 台虎钳,用清洁抹布清洁 量具。
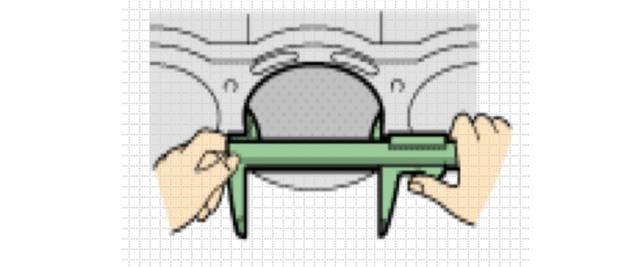
估测缸径大小
如不知道缸径大小,应使用游标卡尺 直接测量缸套的内表面直径,如已知 所测缸径的大小,这一步可以省略。
本次所测量的是ZS1100柴油机的缸套,ZS1100中的“ZS”意思是直喷水冷,“1”意思是单缸柴油机,“100”意 思是缸径是100mm,故不需要游标卡尺测量。
缸套的标准尺寸
1100型柴油机缸套图纸尺寸为:内径:Φ100H7 圆度:0.0125圆柱度:0.0125。
Φ100H7意思为:100表示直径为100mm;H7是公差带代号,H表示基本偏差代号,表示公差带采用基孔制,它的下偏差为 “0”;7表示公差等级。
H7的公差范围是:下线为0,上线不确定(上 线 由 基 本 尺 寸 决 定),Φ 100H7上下偏差可通过查表可知:上偏差: 0.035mm 下偏差:0mm。
校正量具-外径千分尺的校正
由于缸径是100mm,故千分尺选用的规格为75~100mm。使用外径千分尺时先要检查其零位是否校准:
A、外径千分尺由固定的尺架、测砧、测微螺杆、固定套管、微分筒、测力 装置、锁紧装置等组成,测量前应先把千分尺擦干净,特别是测砧与测微螺杆间接触面、75mm校验棒两端接触面,测量时要先松开锁紧装置;
B、在用75mm校验棒对零位和测量时,当螺杆要接近物体时,都要使用测力装置(棘轮),这样才能保持千分尺使用的拧紧力,用力要均匀, 轻轻旋转棘轮,直至听到喀喀声后再轻轻转动0.5-1圈为宜,此时零件 保持要掉不掉的状态;
C、检查微分筒的端面是否与固定套管上的零刻度线重合,如两零线仍 不重合,可用专用小扳手慢慢调节套管的位置,使两零线对齐。
D、外径千分尺零误差的判定 校准好的千分尺,当测微螺杆与校验棒接触后,微分筒上的零线与固定刻度上的水平横线应该是对齐的.如果没有对齐,测量时就会产生系统 误差⸺零误差。如无法消除零误差,则应考虑它们的对读数的影响。
1) 微分筒的零线在水平横线上方,且第x条刻度线与横线对齐,即说明测量时的读数要比真实值小x / 100mm,这种零误差叫做负零误差。
2) 微分筒的零线在水平横线下方,且第y条刻度与横线对齐,则说明测量时的读数要比真实值大y / 100mm,这种误差叫正零误差。
校正量具-安装、校对内径百分表
内径百分表是内量杠杆 式测量架和百分表的组合,用以测量或检验零件 的内孔、深孔直径及其形 状精度。它附有成套的可调节测 量头,使用前必须先进行 组合和校对零位。
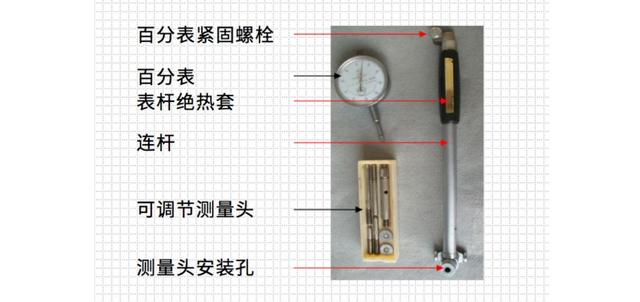
1)按被测气缸的标准尺寸(Φ100mm)选择合适的可调节测头(98-106mm),将可调节测头头外螺纹端装 入滚花螺母后拧入测量头的安装孔中中,旋动可换量 头,暂不拧紧固定螺母。
2)将 百 分 表 装 到 表 杆 顶 孔 中,使 百 分 表 的 指 针有 0.5-1mm左右的读数为宜(预压缩量),将固定百分 表的紧固螺栓适当拧紧固定。
3)将装好的内径百分表放入已按缸套标准尺寸(Φ 100mm)调好的外径千分尺中。
4)稍微旋动可调节测头,使内径百分表指针转动约 1.5-2mm为宜,使指针对准刻度零处,扭紧可调测头 上的滚花固定螺母。对内径百分表校“0”进行复核确认。
5)校“0”位后的百分表表盘面绝对不允许有任何的轻微转动,否则将直接影响测量值的真实性。
内径百分表读数方法
1、百分表表盘刻度为100,指针在圆表盘上转动一格为0.01 mm,转动一 圈为1mm;小指针移动一格为1mm。
2、测量时,当表针顺时针方向离开“0”位,表示缸径小于标准尺寸的缸径,表 针离开“0”位的格数记为负值;若表针 逆时针方向离开“0”位,表示缸径大于 标准尺寸的缸径,表针离开“0”位格数 记为正值。
3、若测量时,小针移动超过1mm,则应在实际测量值中加上或减去1mm。
内径百分表使用方法
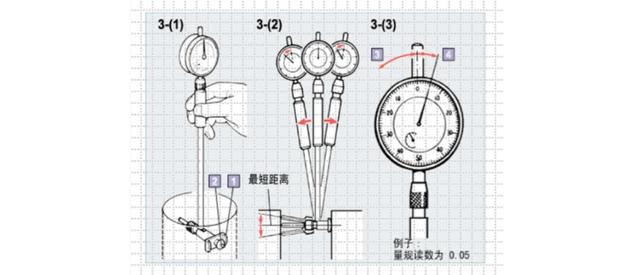
1、使用量缸表时,用右手捏住隔热套,先将量缸表定心架以一定的角度放进缸套中压在缸套壁面,然后用手压住量缸表的杆身, 使可调测头进入气缸套内,然后慢慢地移动杆身使其与缸套的轴线平行。
2、将定心架放在要测量的部位,右手握住表杆隔热套前后稍作摆动。这时可调节测头沿缸套母线略作上下移动。观察表杆摆动时表面大指针的偏转,应使表杆向表针转动的减值(测量值减小)方向摆动。到表针刚要反转时,表杆立即停止摆动,这时百分表的读数即为内径的相应尺寸,记录下百分表上的读数。
测量缸套磨损量、圆度值、圆柱度值
将校对后的量缸表活动测杆在纵向(A-A向) 和横向(B-B向)两方位,沿气缸轴线方向上 、中、下取三个位置,共测六个数值,记录好 测量数值。

第一个位置(部位1-1)一般定在活塞在上止点时 第一道活塞环缸壁处,约 距缸套上端面约10mm, 此处磨损量最大。
第二个位置(部位2-2)取缸套的中部。
第三个位置(部位3-3)一般取在气缸套下端面以 上10mm左右处,该部位 磨损最小。

缸套测量结论
根据观察法获得的缸套明显缺陷的情况和测量所得出的缸套的最大磨 损量、圆度、圆柱度,作出测量结论:
1、缸套可继续使用 缸套的磨损在允许不修值以内,继续装用它不影响机器使用性能,则该零件可继续使用。
2、缸套需修复后使用 缸套的磨损已接近极限值,但可用适当的方法修复,完全达到对零件要求的技术指标,在经济上也是可行的,则进行修复使用。
3、缸套报废 缸套磨损、变形等缺陷超过技术标准的极限值,不能修复,或虽能修复,但修复成本过高,无经济效益,只能作废钢铁报废处理。
以上就是今天全部的分享啦,希望能为大家带来帮助,欢迎小伙伴们留言评价并提出建议哦~
本文由农机指南原创,农机指南拥有其版权,未经农机指南授权不得转载、摘编或利用其它方式使用上述作品。注:图片源于网络版权归原作者所有
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






