co2气体保护焊的特点和不足(CO2气体保护焊中产生气孔的原因及对策)

CO2气体保护焊中产生气孔的原因及对策
CO2气体保护焊是指利用CO2作为保护气体,以焊丝和焊件之间产生的电弧来熔化被焊金属的熔化极半自动电弧焊,与手工电弧焊相比,CO2气 体保护焊具有生产效率高、焊接变形小、操作简单,适用于各种位置焊接等优点,是工程机械制造车间采用的主要焊接方法,但是在实际生产过程中,如果焊接工艺 选择不当,再加上焊工操作技能水平所限,导致在焊缝中容易出现气孔,影响焊缝的质量,对产品质量留下安全隐患。因此,在结构件焊接过程中,如何避免焊缝中 气孔的产生,是提升焊缝质量的重点之一。
1 气孔的种类及危害
1.1气孔的特点
气孔是指焊接时,熔池中的气体在凝固前未能完全逸出而残留下来形成的空穴。常见的有氢气孔、氮气孔、一氧化碳气孔等。车间结构件施焊后焊缝中出现的气孔如图1所示。

1.1.1氢气孔
氢可以溶解于液态金属,高温下焊接熔池中存在大量被溶解的氢,在金属结晶的过程中,氢气溶解度随温度降低而急剧减小,这些气体来不及从熔池中逸出,就会在焊缝中形成气孔。氢主要来自焊丝和工件表面的油污、铁锈以及CO2气体中所含的水分。氢气孔大多出现在焊缝表面,呈喇叭口形[1],如图2所示。
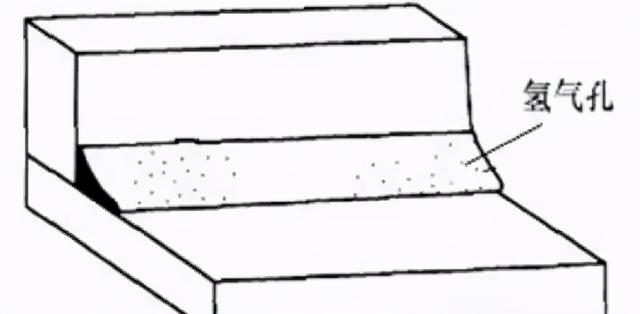
图2 氢气孔特征
1.1.2 氮气孔
氮气能溶于液态金属,在熔池冷却结晶过程中来不及逸出会形成氮气孔。氮气孔主要是因为CO2气体气流保护效果不好或者CO2气体纯度不高造成。氮气孔多在焊缝表面,有时成堆出现,与蜂窝相似。
1.1.3一氧化碳气孔
当焊缝反应中脱氧元素(Si、Mn)不足时,导致大量的FeO不能被还原,因而进入熔池中发生反应产生CO气孔,方程式如下,CO气孔在焊缝内沿结晶方向分布,如条虫状,如图3所示。
FeO C=Fe CO↑
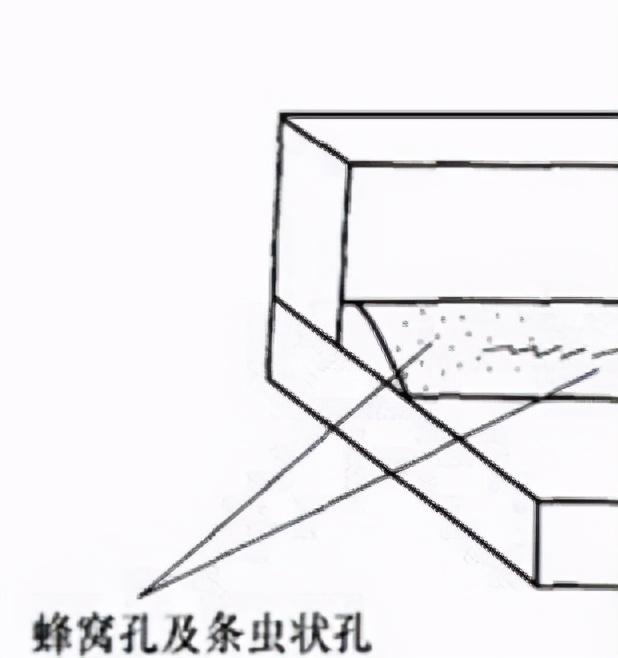
图3 氮气和一氧化碳混合气体特征
1.2气孔的危害
1.2.1削弱焊缝的有效工作截面,降低焊缝接头的抗变形、抗断裂能力;
1.2.2焊接过程中本身存在热量和成分分布的不均匀,导致焊接过程中不可避免存在内应力。在外部应力尤其是动载荷作用下,不规则分布的气孔会引发应力集中,从而降低焊缝的疲劳强度,使气孔与焊缝裂纹连通造成穿透性破坏,增加焊缝脆性断裂的几率。
2 产生气孔的原因
2.1 电流和电压的影响
焊接电压主要决定于送丝速度,焊接电流的大小还与电流极性、焊丝的干伸长、焊丝直径等因素相关。电弧电压(主要取决于电弧长度)则与焊接电流,即合适的熔滴过渡型式有关。熔滴过渡的稳定性决定了焊接过程中的平稳和飞溅的大小。对于细丝CO2焊接,电弧电压和焊接电流的匹配关系如图4所示[2]。
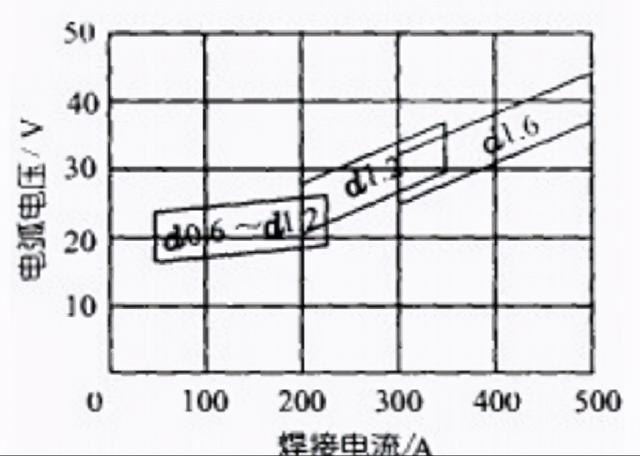
图4 电弧电压与电流对应关系
2.2 焊接速度的影响
焊接速度过大时,会引起焊缝两边咬边,而速度过小时会导致烧穿等缺陷。在不影响焊缝成形的前提下,适当选取慢速将使焊接热输入值提高,有利于减小气孔的产生。
2.3 气体流量的影响
流量过大,容易产生紊流,恶化气体保护效果;流量过小,CO2气体未能充分保护熔池,使焊缝中产生气孔的倾向加大,尤其是N2孔。一般说来,200A以下的薄板,CO2气体流量为10~15L/min;200A以上的薄板,CO2气体流量为15~25L/min。
2.4 外界气流的影响
CO2气保焊时,由于气体保护层是柔性的,容易受外界气流的影响而产生气孔。因此,当焊接场地风速超过2m/s时,应设置必要的防风措施,严禁出现穿堂风。
2.5 焊丝干伸长的影响
干伸长太大,电弧不稳,难以操作,同时飞溅也较大,可能破坏保护气而产生气孔。但干伸长过小时,电流增加,弧长变短,飞溅物会大量粘在喷嘴内壁,影响CO2气体的保护效果,导致气孔的产生。因此,焊丝伸出长度以10~12倍焊丝直径为宜,一般在10~20mm范围内。
2.6 焊丝种类的影响
影响焊缝产生气孔的因素有两个方面,一方面是焊丝本身所含的化学成分的影响,焊丝含碳量较高,在焊接过程中会因剧烈的氧化还原作用而产生较大的 飞溅,并产生气孔。因此,一般要求焊丝含碳量不超过0.11%;另一方面,焊丝成分应符合相关标准并含足够的脱氧元素Si和Mn,因Si和Mn元素与O2的结合能力比Fe大,可以有效抑制CO2对Fe的氧化作用,防止CO气孔的产生,目前国内的CO2焊丝大都采用镀铜作为保护层,并以化学镀为主,化学镀层结合强度低,镀铜层不均匀,易掉铜屑,并且镀铜容易生锈,所以,在使用前应检查焊丝的表面质量,以减少产生气孔的来源[3]。
2.7 其他影响
CO2气体纯度小于99%,飞溅物将喷嘴堵塞,母材和坡口附近打磨不干净,电弧过长或偏吹等。
3预防和减少气孔产生的对策
3.1根据材料特点、板厚及坡口型式选择合适的焊接工艺参数,保持焊接过程的稳定性,减少气孔的产生。
3.2选用与母材合适的焊丝、焊剂及保护气体,焊前清理坡口及两侧20~30mm范围内的油污、铁锈及氧化物等杂物,保证气路及送丝结构畅通。
3.3根据实际情况,焊前对工件进行预热,选用合适的焊接速度,在焊接终了和焊接中途停顿时,应慢慢撤离焊接熔池,使熔池缓慢冷却,从而使气体充分从熔池中逸出,减少气孔的产生。
3.4尽量采用短弧焊接规范,填加焊丝要均匀,操作时应适当摆动,同时防止有害气体入侵。
4结束语
综上所述,CO2气保焊中产生气孔的原因是多方面的。为了减少焊接过程中气孔的产生,除了严格遵照焊接工艺规程,提高操作技能水平等之外,在施焊现场还应该多注意观察和思考,积极分析气孔产生的原因,采取有效的工艺措施,才能获得满意的焊接接头,达到控制焊接质量的目的。
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com