标准量具和极限量具的区别(通用量具与专用量具的使用方法)
在生产测量中,为了确保零部件的加工质量,需要对加工出来的零部件按照要求进行表面粗糙度、尺寸精度、形状精度、位置精度等进行测量,这就是量具。
量具的种类很多,测量的项目各有特色,分类的方式也很多。按其特点和用途我们主要可以将其分为通用量具、游标量具、螺旋测微器、指示式量具和专用量具几大类。

测量时,应使被测尺寸的方向与尺身保持平行或垂直的方向,这样才能测出准确的数据。难以判断是否平行垂直时,测量外径的尺寸,以最小尺寸为准;测量内径的尺寸,以最大尺寸为准。
无论测量什么尺寸,检具的测量面应与工件的被测面紧贴无隙。量具与工件之间应有一定的接触力度。

读数技巧
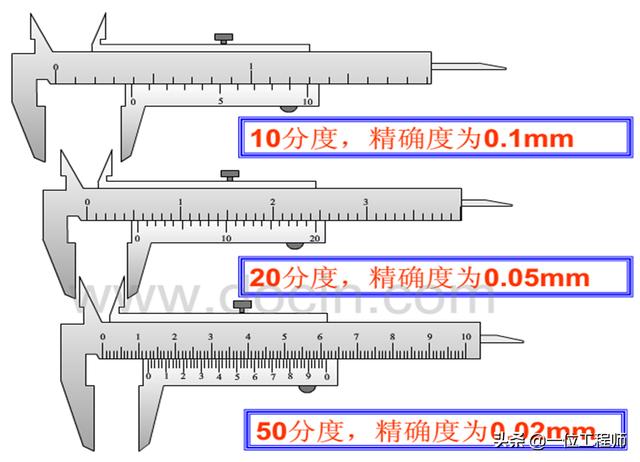
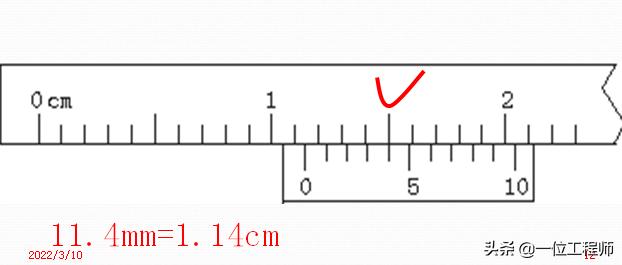
先从主尺上读出整毫米数,然后用游标读出毫米以下的读数:游标的第几条刻线跟主尺上某一条刻线对齐,毫米以下的读数就是几乘0.1mm(精确度)。
“带表”卡尺使用较普通卡尺更加简单、方便、准确。读数上,先看游标端线超出主尺刻度的整数,再看表盘上的指示数(最小刻度一般是0.02mm),两者相加即是测得的尺寸。要注意,为了便于观察,表盘对零时,游标端线特意做成超出主尺的刻度一点。
另外,带表游标尺可以通过转动表盘对零来进行校正。每次使用时注意清理卡尺测量面,把尺推到两个测量面贴合状态后,调整表盘到对零位置注意 ,“带表”游标尺容易损坏,应避免猛烈的推拉游标和磕碰。数显卡尺直接读取显示数字,注意应该数字跳动稳定后确认。这两种卡尺的测量方法及注意事项,与普通卡尺相同。

螺旋“测微”量具主要有外径千分尺、尖头千分尺、数显千分尺、内测千分尺。


读数原理:
可动刻度每转1周,可动小砧就沿轴线直进(或退)0.5毫米,若旋转n个最小分度(包括估读分度),则为0.01n毫米。
测量读数=固定刻度 半刻度 可动刻度( 估读位)

“内径百分表”的使用方法
内径百分表用来测量圆柱孔,它附有成套的可调测量头,使用前必须先进行组合和校对零位。
组合时,将百分表装入连杆内,使小指针指在0~1 的位置上(压缩百分表半圈),长针和连杆轴线重合,刻度盘上的字应垂直向下,以便于测量时观察,装好后应予紧固。
测量前应根据被测孔径大小用外径百分尺调整好尺寸后才能使用。在调整尺寸时,正确选用可换测头的长度及其伸出距离,应使被测尺寸在活动测头总移动量的中间位置。
测量时,连杆中心线应与工件中心线平行,不得歪斜,同时应在圆周上多测几个点,找出孔径的实际尺寸,看是否在公差范围以内。

免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






