焊接设备工具(常用金属材料的焊接)
一、碳钢的焊接
1. 低碳钢的焊接
焊接性良好,CE<0.4
焊接方法、工艺与焊接材料选择
焊条电弧焊 :酸性焊条E4303(J422)、E4320(J424)等 ;承受动载荷、结构复杂的厚大焊件,选用抗裂性好的碱性焊条E4315(J427)、E4316(J426)等
埋弧焊:焊丝H08A或H08MnA配合焊剂HJ431。
电渣焊:焊后应进行正火处理。
板厚大于50mm,在低于0℃的环境温度焊接时,应预热100~150℃。
2. 中、高碳钢的焊接
焊接性差:CE>0.4% ,热影响区组织淬硬倾向增大,较易出现裂纹和气孔
焊接工艺要点:
预热:35、45钢,焊前应预热150~250℃
焊后热处理
冶金保护 ,焊接中碳钢采用J507焊条。
开坡口并采用细焊条,小电流,多层焊等
焊接方法、工艺与焊接材料选择
高碳钢一般只用于破损工件的焊补 ,通常采用焊条电弧焊或气焊
无法预热,应选用奥氏体不锈钢焊条
二、低合金结构钢的焊接
碳钢基础上加入总量不超过5%的合金元素,以提高强度并保证一定塑韧性,或使钢具有某些特殊性能。
强度用钢
热轧及正火钢:s =294~490MPa
低碳调质钢:s =441~980MPa
中碳调质钢:s =880~1176MPa
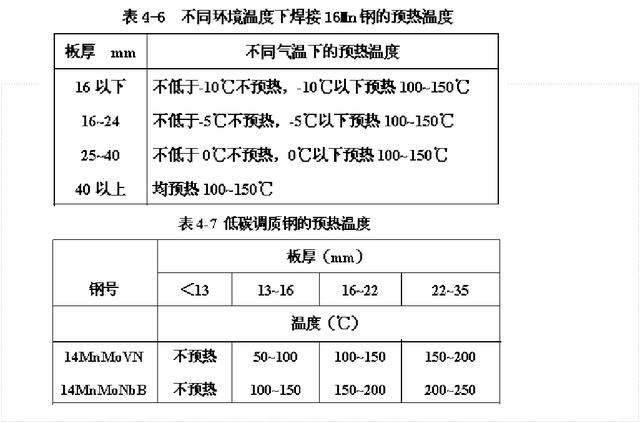
强度级别较低的普低钢的焊接近于低碳钢;级别高的普低钢焊接冷裂倾向大、焊接性差,一般要预热,见表3-9。
特殊性能钢
低温钢
耐热钢
耐蚀钢

2.专用钢焊接
珠光体耐热钢 :以Cr,Mo为基础的低、中合金钢
碳当量数值约为0.45%~0.90%,焊接性较差
焊条电弧焊:选用与母材成分相近的焊条,预热温度150~400℃,焊后应及时进行高温回火处理。
低温钢:含Ni量较高的5Ni,9 Ni钢等
焊前不需预热
焊条成分要与母材匹配
焊接线能量输入要小
焊后回火注意避开“回火脆性区”
耐蚀钢:
除P含量较高的钢以外,其它耐蚀钢焊接性较好,不需预热或焊后热处理等。
选择与母材相匹配的耐蚀焊条。
三、不锈钢焊接 Stainless Steel
奥氏体型不锈钢:Cr,Ni元素含量较高,C含量低
焊接性良好,焊接时一般不需要采取工艺措施 。
焊条、焊丝和焊剂的选用应保证焊缝金属与母材成分类型相同
采用小电流、快速不摆动焊,焊后加大冷速
接触腐蚀介质的表面应最后施焊
铁素体型不锈钢
热影响区中的铁素体晶粒易过热粗化
焊前预热温度应在150℃以下
采用小电流、快速焊等工艺,以降低晶粒粗大倾向。
马氏体型不锈钢:
焊后淬硬倾向大,易出现冷裂纹
焊前预热温度200~400℃
焊后要进行热处理,否则应选用奥氏体不锈钢焊条
四、铸铁的焊补
焊接接头易生成白口组织和淬硬组织,难以机加工;
焊接接头易出现裂纹。
1. 不预热焊法
工艺:焊前工件不预热(或局部预热至300~400℃,也称半热焊,焊后缓冷)。
焊补方法:焊条电弧焊。
焊条选择依据:保证焊缝中碳、硅含量合适而不致生成白口组织或使焊缝组织为塑性好的非铸铁型组织,并保证焊后工件的加工性能和使用性能。
镍基铸铁焊条主要用于重要铸铁件
纯铁芯和低碳钢芯铸铁焊条适于非加工面或刚度小的小型薄壁件的焊补
特点:生产率高,劳动条件好,工件焊补成本低
2. 热焊法
工艺:把工件预热至600~700℃,并在此温度下施焊,焊后缓冷或在600~700℃保温消除应力。
焊补方法:焊条电弧焊和气焊。
焊条电弧焊:适于中等厚度以上(>10mm)的铸铁件,选用铁基铸铁焊条或低碳钢芯铸铁焊条。
气焊:适于10mm以下薄件为防止烧穿,选用铁基铸铁焊丝并配合焊剂使用。
特点:热焊法劳动条件差,一般用于焊补后还需机械加工的复杂、重要铸铁件,
五、非铁金属的焊接
1. 铝及铝合金的焊接
铝及铝合金的焊接性
极易氧化
易生成气孔
熔融状态难控制
焊接方法
氩弧焊:“阴极破碎”作用可解决氧化问题,惰性气体保护等措施可以解决气孔问题。
电阻焊、钎焊:
气焊:焊接质量要求不高的工业纯铝和防锈铝合金2mm以下薄板
焊前要严格清洗焊件、焊丝,并一定要干燥后再焊
2.铜及铜合金的焊接
铜及铜合金的焊接性
难熔合及易变形
热裂纹倾向大
易产生气孔
焊接工艺特点:
强热源设备和焊前预热(150~550℃)
加入脱氧剂,控制氢来源,降低熔池冷速等防止裂纹、气孔缺陷
焊后采用退火处理以消除应力
焊接方法:
氩弧焊:工件厚度<3mm,TIG焊;>12mm,MIG焊;、
气焊黄铜采用弱氧化焰,其他均采用中性焰
埋弧焊:中、厚板长焊缝的焊接
钎焊:
3. 钛及钛合金的焊接
钛及钛合金的焊接性
化学性质非常活泼,极易出现多种焊接缺陷
极易吸收各种气体,使焊缝出现气孔
焊接方法:氩弧焊,此外还可采用等离子弧焊、真空电子束焊和钎焊等
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






