塑胶模具的二次顶出形式(塑胶模具双色模设计)
第一色材质:ABS
第二色村质:PMMA
第一色与第二色两种材料相互黏合性良好。

如图所示:
产品分型线,原则是保证后模一致性。

如图所示:
第二色形状基本上在前后,与后模侧关系不大,重点做好第一色分型线即可。

如图所示:
为了防止第二色包胶不够牢固,所以在第一色处做了一些倒扣。
结合产品包胶原理,采用周圈大平面包胶,完全没有必要在第一色处做倒扣,此结构可以在开模前与产品工程师进行沟通,基本上可以取消第一色倒扣孔区域。

这样的话,为需要确保后模仁形状的一致性,在动模侧倒扣区域需要做滑块抽芯,大大增加了模具的复杂性。

如图所示:
后模滑块还采用T型滑槽结构,而且母模侧T形槽抽芯距离还不一样,才能保证第一色成型时,与前模进行靠破封胶,第二色要避让胶位空间。

如图所示:
第一色滑块与前模侧靠破封胶。

如图所示:第二第滑块后退,让位第二色PMMA胶料空间。

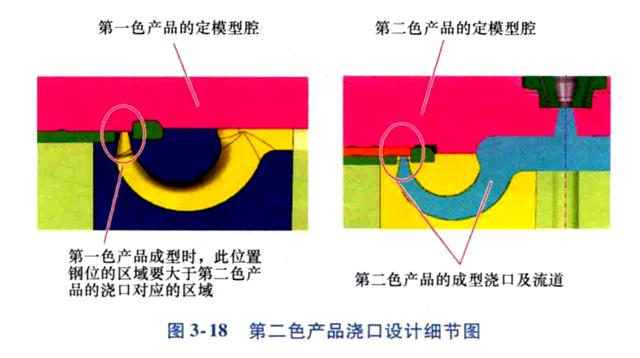
如图所示:
第一色材质:ABS,采用热流道转牛角进胶,是没有问题。

如图所示:
第二色材质PMMA也采用热流道转牛角进胶话,存在很大的风险,而且进胶点附近也容易产生流痕和气纹都是无法解决的。
PMMA最大的缺点:
1,较脆,容易断裂.
如图所示:
产品顶出样式。

如图所示:
2色共用模架,但进胶点采用90度样式,第一色采用模具中心点直接进胶,但第二色在非工作操作侧90度炮筒进胶。

如图所示,还在采用后模旋转样式。

如图所示:双色模定模侧平面图。

如图所示:
动模侧平面图样式。

如图所示:
当第一色旋转180度时,进行第二色成型时,第一色产品进胶点需要设计避空。

如图所示:
为了让第一色产品周圈能更好地封胶,在第二色成型时,封胶区域做预留0.05~0.1mm的预压量,第一色产品不封胶区域可以做避空0.2~0.5mm,重点方便模具加工。

如图所示,第二色内滑块样式。

免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






