日企sv是什么的缩写(了解下日企的MSA手册)
一、目的 本手册的目的是为了支持测量系统处于统计控制中,处于受控状态,使系统尽可能产生理想的测量结果。它主要用于社内制造系统的测量,对新购买的测量设备、维修前后量具的比较也提供可靠的评定准则。
二、适用范围 适用于社内制造系统内的各种测量。
三、控制要求3.1 MSA的重要性 在QS9000质量体系中,具有对测量系统分析的强制性要求,亦即:企业除应对相关器具执行至少一年一次的定期校正外,还必须对其实施必要的“测量系统分析”(即: MSA)。由于MSA作业的繁杂性,执行时存在困扰,主要来源于:一方面人力资源的不足以及对MSA的不够理解。另一方面,由于MSA直接反应现用器具的问题点,亦可能导致该器具无法再投入使用的风险(尽管该器具的“校正”结果为合格)。
我们的工作环境是由:人、机、料、法、环五个方面组成: 在测量过程中,我们期望测量设备“机”能够准确测量出“料”的特性,但是因四个方面的交互影响,会产生测量误差,若仅针对器具进行“校正”,并不能保证产品的最终的测量品质。“校正”只能代表本器具在特定场合(如:校正场所)的某种“偏倚”状态,尚不能反映出该器具在生产制造现场可能出现的各种变差问题。即便我们的量具合格的可疑信赖的,但是测量的结果却可能受很多方面的影响,使得我们得到的结果可能不是产品本身的真实情况。因此,对于企业来说,为避免存在的潜在的产品质量问题和可能因此而被“返修”的风险,必须对“测量系统”进行分析。
3.2测量系统分析的相关术语3.2.1设备相关1、分辨率.·最小的读数单位、刻度限度·测量或仪器输出的最小刻度·是量具本身设计决定的固有特性2、有效分辨率·将整个测量系统变差时的数据分级大小(ndc)·1ndc:表明过程生产零件是合格,还是不合格.·2~4ndc:只能粗略估计制程, “自检”可采用..·5ndc以上:可用于计量控制3、基准值·作为真值得替代.·用于比较的可接受的基准·已知数据,在表明的不确定度界限内,作为真值被接受4、真值.·测量过程的目标是零件的“真值”,希望任何单独读数都尽可能地接近这一读值.·遗憾的是真值永远不可能知道,但随着测量系统的改进,会越来越逼近真值3.2.2位置变差1、准确度.观测值与可接受基准值之间一致的接近程度一般在MSA中勇偏倚来代替2、偏倚.测量的平均值与基准值之间的差异测量系统的系统误差分量,

3、稳定性.·偏倚随时间的变化.·别名:漂移

4、线性·是在量具预期的工作范围内,偏倚值的差值
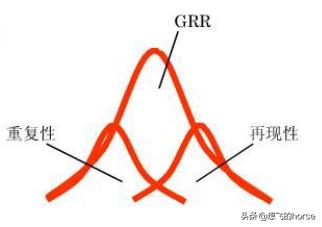
3.2.3宽度变差1、精密度·重复读数之间的“接近度”<疑齡響方岷寂議,俊除業”.·测量系统的系统误差分量2、重复性·由一位测量人多次使用一种测量仪器,测量同一零件的同一特性时获得的测量变差.在固定和规定的测量条件下连续(短期)试验变差.·系统内变差·通常指EV---设备变差
3、再现性·由不同的测量人使用同一个量具,测量同一个零件的同一个特性时产生的测量平均值的变差.·对于产品和过程条件,可能是测量人、环境或方法的误差·系统间的变差·通常指AV---测量人的变差
4、 GRR·量具重复性和再现性合成的评估.·依据使用的方法,可能包括或不包括时间的影响GRR
3.3编制MSA计划3.3. 1 MSA分析的对象在控制计划中涉及的测量系统3.3.2 做MSA分析的时机a.对已有的量具而言,根据实际使用工程安排日程、选择做典型的分析。稳定性分析的必要性取决于你对测量系统的信任程度。b.新生产的产品使用有不同时,原则上需要做MSA。具体可参照d点分析。c.新量具要先进行判断是否需要做MSA。如果与已有的量程一样,供应商一样,型号一样的产品新购入,原则上要做MSA,若校正合格,投入使用的工程的条件未发生变化或工程条件未发生变化或工程条件放宽,可以不需要再做MSA。d.现有量具和新量具已做MSA,但五大要素中有一个发生更改时,要去考虑是是否有必要重新做MSA:☆人:如果人发生更改,但组织若能保证其为合格检验员,具有合格检验员应有的检验能力,可不用再做☆量具:调整后的量具,精度一样或不足要做MSA,精度变高,不需要做量具修理后,需要做MSA☆方法:发生变换,要做MSA。如果确信方法更好,不用做MSA☆环境:发生变换,要做MSA。如果确认方法更好,不用做MSA☆产品:规格发生变化: 10士0.1改成12士0.1,不用做MSA公差发生变化: 10 0.1改成10 0.05,要做MSAe.测量系统出现失控时,或工程能力出现异常时,需要对系统重新做MSAf.易磨损、损耗的量具,必须注意分析频率。投入使用后,需要经常收集与测量过程功能相关的数据并进行画图,可以使用简单的分析方法(推移图、趋势图分析)来确定这系统是否稳定,最后依据系统稳定性规律来计划预防性维护。
3.3.3 MSA分析的实施准备a.社内计量管理员针对每个不同的测量系统组织分析小组(包括:制定者、分析者、测量者、记录者、维护者等需要涉及的人员)b. 分析小组有针对性的制定分析方案,经过讨论成形;C.落实各责任人所担当的责任;①计量管理员对测量者(根据各分析方法选择对象)进行所需要的技能培训、确认;②维护者取样:采用标准件或代表工作范围的样品。定期(每3H、班、天)取一个样品,持续若干天。这样做有必要的,因为分析中这些样品被认为生产过程中产品变差的全部范围,而且对每个样本编号以便识别;③使用量具的分辨率原则上是直接读取特性的预期过程变差的1/10,但企业在使用过程中,可以根据实际情况适当放宽,或建立一个内部湖源链;④分析者监视现场的测量过程,确保方法在按照规定的步骤进行;⑤测量人在不知道检查样本的编号前提下,随机按照顺序盲测,以避免可能的偏倚;⑥按照数显值或最大限度接近的最小刻度的1/10读数。d. 分析小组对测量结果进行判断,测量系统是否符合要求;①位置误差通常是通过分析偏倚和线性来确定的;②宽度误差主要看与过程变异、特性公差的百分比。误差<10%,通常认为可接受; 10%~30%,基于应用的重要性、测量装置的成本、维修成本等方面的考虑,可能可以接受;超过30%,认为是不可以接受,需要改进测量系统;此外,过程能被测量系统区分的分级数应该大于或等于5;③若出现失控情况,制定可行的纠正措施,重新进行分析,并就此问题向使用部门反馈。保存分析过程中所有的Data及处理记录。
3.3.4计划表的格式(参考)总,录表如下,

注: ①拟执行分析的器具均经过“校正”(在“校正”范围内);②确定测量系统分析计划, (该计划仅用于已明确拟执行分析的具体器具、担当者、开始日期和预定完成日期);③计量型测量分析系统的“五性”,可以同步进行,亦可逐个进行。
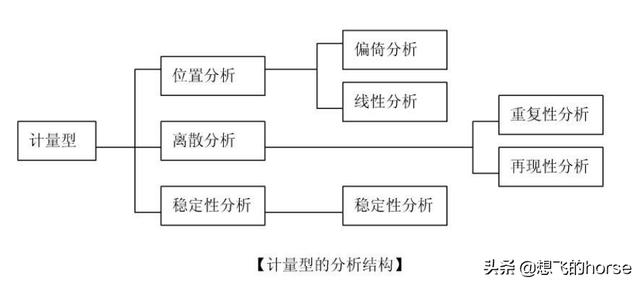
3.4测量系统分析方法3.4.1分析方法的分类

3.4.2执行“计量型”测量分析系统
1、方法:(1)取样:可选择一个基准值可以溯源的标准样本。如果该样本不可获得,选择一个落在产品测量中程数的生产零件,作为测量样本,针对样本在更精密的器具上进行精密测量10次,求得平均值,作为参考值;(2)测量执行者:该量具的现行使用者;(3)测量:每天(每班或相隔一定小时)对相关样本进行一次测量,且每次测量4回(得一组数据),并记录,需要至少测量25组数据;(4)由该项分析之担当使用X&R控制图进行描点分析、判断,先检查R图,以判断重复性是否稳定,再看X图,以判断偏倚是否稳定;判断准则如下:a.不能有点超过上下控制线;b.不能有7点连续在平均值的一侧;c.不能有7点连续上升或下降;d.不能有显著多于1/3以上的描点位于控制限中间2/3区域;e.不能有显著少于2/3以下的描点位于控制限中间1/3区域;当有违背上述判断准则时,该器具的“稳定性”不可接受。(5)以“附表1稳定性研究分析报告”来分析判断。2、“重复性”和“再现性”的分析方法研究的目的:一般对一个测量系统来讲,重复性与再现性同时存在,故将这两种情况结合起来应用。具有的特点:适用性广,较其他分析方法占据绝对优势。
在以统计稳定为前提下,可以使用三种可接受的方法进行研究。它们是:☆极差法(本公司不使用,暂不研究)☆均值极差法(包括控制图法)☆ANOVE法,又称:方差分析法(本公司不使用,暂不研究)【均值极差法」的研究1、方法:(1)取样:从现行产品中取样,共取10个产品;(2)测量执行者:选三位测量执行者,且使用同一个器具(拟分析得量具);(3)测量:每位测量者对各样本测量3遍;(4)由该测量分析担当记录上述测量结果;(5)以“附表2 G R&R研究分析报告”来分析判断;(6)通过上述数据计算出“%R&R”值,判断该量具“重复性和再现性”是否适宜,判断准则如下:a. %R&R<30%,该量具可接受; (根据公司实际情况确定)b. %R&R>30%,该量具不可接受。3、“偏倚”的分析方法研究的目的:偏倚是测量系统的系统误差的测量,它引起总误差的原因是在重复采用同样的测量过程进行测量时,总是趋向于使所有的测量结果发生持续及可预见的偏差。具有的特点:简单、测量范围小,未能考虑到人的因素、量具变化的因素,故适用于人的因素影响甚微、且量具固定的测量系统。1、方法:(1)取样:可选择一个基准值可以溯源的标准样本。如果该样本不可获得,选择一个落在产品测量中程数的生产零件,作为测量样本,针对样本在更精密的器具上进行精密测量10次,求得平均值,作为参考值。(2)测量执行者:该量具的现行使用者(3)测量:以通常方法重复测量样本15次以上(4)由该项测量分析担当记录上述测量结果(5)以“附表3偏倚性研究分析报告”来分析判断(6)判断准则:a.t值的计算方法:利用(平均值-标准值)/平均值的标准值b.ta用来判断是否有明显偏倚的基准和其自由度有关,一般典型(a=0.05)c.如果 t>ta就代表明显的偏倚d.如果t<ta就代表无明显的偏倚同时,判断0是否落在1-a置信区间内,如果在95%偏倚置信区间的高低值内,表明偏倚在a水平内可以被接受。(7)根据以上准则判断是否合格,是否要加补正值。若偏倚明显,我们利用偏差、公差或过程变化来了解其受影响的比例,如果比例比较高时那么就有可能量具要停止使用或修理。(8)若补正时,需重新测量,根据新的数据解析结果来决定偏倚是否可以接受(9)保留Data4、“线性”的分析方法“线性”的分析方法本公司暂涉及不到,在此不进行研究。5、结论在执行“计量型”测量系统分析时,应该对上述“五性”进行全面的分析,除非本企业具有前期可作利用的该测量系统之分析结果或获得客户的特别许可。3.4.3执行“计数型”测量分析系统

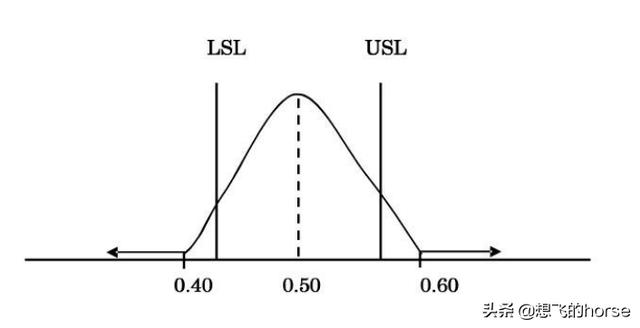
1、风险分析法(俗称:“小样法”)由于这方法不能量化测量系统变异性,应该在顾客同意的情况下才能使用。选择和应用于这些技术应以良好的统计实践和对潜在的可影响产品和测量过程变差源的了解,以及一个不正确的判断对优质过程或最终顾客的影响为基础。计数型测量系统变差源应该通过人的因素和人机工程学研究的结果最小化。案例:生产过程处于统计受控并且性能指数Pp=PpK=0.5是不可接受的。因为该过程生产不合格产品,需要一个遏制措施把不可接受的产品从生产流中挑选出来。
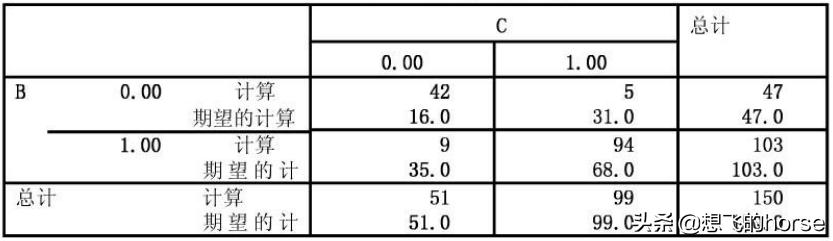
为了遏制行动,项目小组选择了一个计数型量具,把每个零件同一个特定的限定值进行比较。如果零件满足限定值就接受这个零件,反之拒绝零件。(众所周知的通过/不通过量具)。多数这种类型的量具以一套标准零件为基础进行设定接收与拒绝。与计量型量个不同的是,这个计数型量具不能指出一个零件有多好或多坏,只能指出零件可接受或拒绝(如2个分级)。1、方法:(1)取样:随机地从过程中抽取50个零件样本,以获得覆盖过程范围的零件。(经验:与收集计量型数据采样完全不一样,并非随机选择零件,由适当的人员选取并能判别合格或不合格的零件。所选零件数参见下表。选1/3合格, 1/3不合格,1/3边缘产品边缘产品又可以细分为合格边缘和不合格边缘产品。最终样品由合格/不合格来组成。)(2)测量执行者:选三位测量执行者。(3)测量:每位测量者对各样本测量3次。(4)由该项测量分析担当记录上述测量结果, “1”指定为可接受判断, “0”为不可接受判断。(5)以“附表4计数型量具研究分析报告”来分析判断假设检验分析-交叉表方法:由于不知道零件的基准判断值,采用交叉表比较每个评价人之间的差异,
A与B交叉表,

B与C交叉表
A与C交叉表
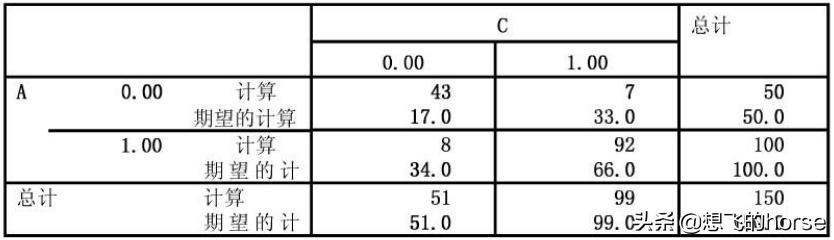
为了确定评价人一致的水平,用科恩的kappa来测量两个评价人对同一目标评价值的一致程度。1值完全一致。0值表示一致程度不比偶然的要好。Kappa只用于两个变量具有相同的分级值和相同的分级数的情况。Kappa是一评价人之间一致性的测量值。检验是否沿对角线格子中的计数(接收比率一样的零件)与那些仅是偶然的期望不同。设: Po=对角线单元中观测值的总和 Pe=对角线单元中期望值的总和则: Kappa = (Po - Pe) / (1 - Pe)Kappa是测量而不是检验。其大小用一个渐进和标准误差构成的t统计量决定。一个通用的经验法则是Kappa大于0.75表示好的一致性(Kappa最大为1);小于0.4表示一致性差。Kappa不考虑评价人间的意见不一致性的程度,只考虑他们一致与否。上面计算了评价人间的Kappa值后,得到下表:
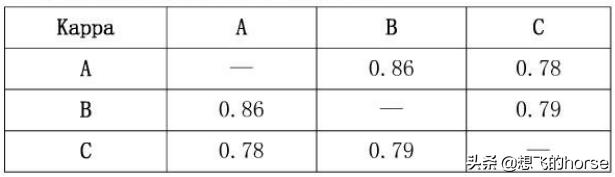
分析指出所有这个分析表明所有的评价人之间表现出的一致性好。在此分析中有必要确定评价人之间是否存在差异。但是分析并未告诉我们测量系统区分不好的与好的零件的能力。在分析中,用计量型测量系统评价了零件,用结果确定基准判断。利用这些新的信息,交叉表格被开发出来,用以将每个评价人与基准判断比较。
A与基准判断交叉表

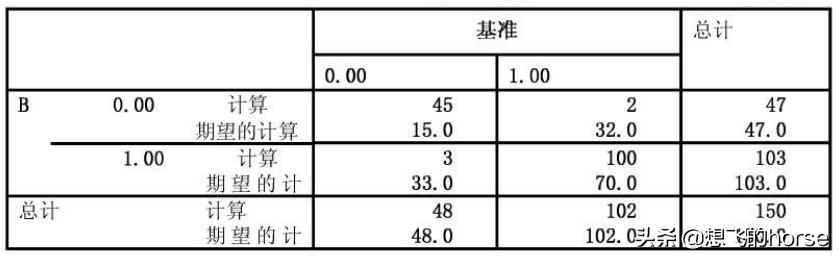
B与基准判断交叉表
C与基准判断交叉表
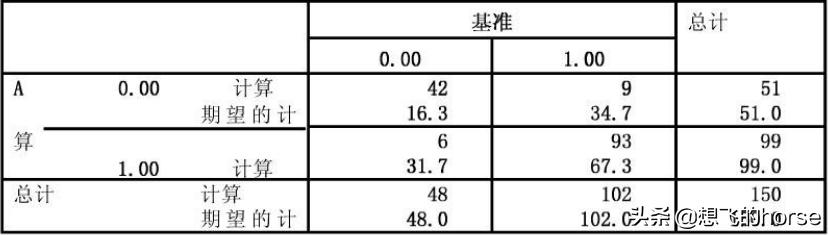
计算Kappa值以确定每个评价人与基准判断一致的程度。

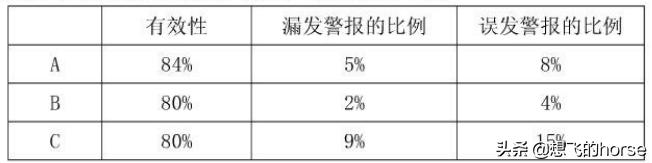
这些值可以被解释为每个评价人与基准有好的一致性。然后,再计算了测量系统的有效性。有效性=正确判断的数量/判断的机会总数为了进一步分析,列出一下面的数据表,数据表提供了对每个评价人结果的指南:

概括整理了他们所得到的所有信息,小组得出下表:
需要注意的是:对可接受的风险没有基于理论的判断准则。以上指导只是抛砖引玉,并基于个人‘信心,而作为“可接受”通过而开发出来的。最终的决定准则应该取决于对保持后续过程和最终顾客的影响(如风险)。这是一种要点判断,而不是一个统计的话题了。2、数据解析法本公司不使用,在此就不具体说明了。
3.4.4执行“破坏型”测量分析系统此项分析有其先天性的限制,所以必须有以下的前提:a.样本不会随时间的变化而变化;。b.这些样本本身的平均值和变异,已事先知道。结合社内相关破坏性试验(如胶水硬化度、螺丝护紧力)的特点,与上述两个条件不相吻合,测量系统难以整体分析,但通过以下方法来分析系统。方法:(1)投入使用的器具必须校正合格;(2)器具投入使用时,收集此破坏性试验的结果数据10组;(3)由该项分析之担当使用X&R控制图进行描点分析、判断,先检查R图,以判断重复性是否稳定,再看X图,以判断偏倚是否稳定;判断准则如下:a.不能有点超过上下控制线;b.不能有7点连续在平均值的一侧;c.不能有7点连续上升或下降;d.不能有显著多于1/3以上的描点位于控制限中间2/3区域;e.不能有显著少于2/3以下的描点位于控制限中间1/3区域。当有违背上述判断准则时,该器具的“稳定性”不可接受。(4)以“附表5破坏型测量系统分析研究报告”来分析判断。
四、发放范围本规定发放至XX部、制造部、制造X部各课及专项组,品保课,生产技术课。
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






